Table of Contents
Introduction To Forging:
Definition of Forging:
OR
Forging is a plastic flow of metal by the application of compressive forces in which size and shape are changed permanently without failure.
OR
Forging is a deformation process in which work is compressed between two dies using either impact or gradual pressure to form the part.
OR
Forging refers to the production of those parts which must be heated in a close furnace to the desired temperature in order to acquire sufficient plasticity & shaping it in dies under the pressure of heavy hammers, forging machines & presses.

What is forging?
- Forging is a plastic flow of metal by the application of compressive forces in which size and shape is changed permanently without failure.
- Forging is a deformation process in which work is compressed between two dies using either impact or gradual pressure to form the part
Read More: Design Consideration in Forging Components – Basic Machine Design
Materials suitable For Forging :
Any material (Metal or Alloy) which can be brought to the plastic stage through heating can be forged.
- Aluminum alloys
- Magnesium alloys
- Copper alloys
- Plain carbon steels
- Low-alloy steels
- Martensitic stainless steels
- Austenitic stainless steels
- Nickel alloys
- Titanium alloys
- Tantalum alloys
- Tungsten alloys
- Molybdenum alloys etc
What are the properties of the forgeable materials?
- Strength
- Malleability
- Resistance to fatigue
- Durability
- Shock or bending resistance
- Machinability
Forgeability.
- The ability of a material to get forged by the external pressure of a hammer or press is known as forgeability. Forgeability increases with temperature up to a point at which a second phase,e.g. from ferrite to austenite in steel, appears or if grain growth becomes excessive.
- Metals that have low ductility have reduced forge ability at higher strain rates, whereas highly ductile metals are not so strongly affected by increasing strain rates.
Factors affecting on Forging:
[1] Phase Temperature of Material
[2] Lattice Structure of Metals
[3] Mechanical Properties of Metals
[4] Shape and Size of part to be forged
Characteristics of forged parts :
1) Forging produces predictable and uniform grain size and flow characteristics and has directional toughness.
2) Proper orientation of grains ensures the fatigue resistance and maximum impact strength.
3) Grain orientation improves ductility.
4) Parts of complex shapes can be forged.
5) The forged parts have a higher density.
6) The strength to weight ratio is high.
Forging Process Tools :

1. Anvil: – The anvil its forms support for blacksmiths works when hammering. The round hole in the anvil called pritchel hole it used for bending rods of small diameter and as a die for hot punching operations. The square or hardie hole is used for holding square shanks of various fittings.
2. Swage block:- This tool is used for mainly squaring, sizing, heading, bending and forming operations.
3. Swages: – Swages are used for the work which has to be reduced and finished to round, square or hexagonal form. These are made half grooves of dimensions to suit the work being reduced. Swages consist of two parts. Top part is having a handle and bottom part having a square shank which fit in the hardie hole in anvil face.
4. Punch and drift:- punch is used for making a hole in the metal part. When it is at forging heat, and holes are opened out by driving through a larger tapered punch called a drift.
5. Flatter: – flatters are used to give smoothness and accuracy to articles that have already been shaped by fullers and swages.
6. Set hammers: – It is really a form of flatter. A set hammer is used for finishing corners, in shouldered work where flatter would be in convenient. It is also used for drawing out.
7. Fullers: – Fullers are used for necking down a piece of work. They are made in the top and bottom tools as in the case of swages. Fullers are made in various shapes and sizes according to needs, the size denoting to the width of the fuller edge.
8. Chisels: –Chisels are used for cutting metals and for necking prior to braking. The edge of the chisel made slightly rounded for the better cutting action.
Types Of Forging machine:

Types Of Forging
Classification of forging process –
I. Open die forging:
a) Hand forging
b) Power forging:
i. Hammer forging
ii. Press forging
II. Closed die forging:
a) Drop forging
b) Press forging
c) Machine forging
- Press Forging – Process, Advantages, and Disadvantages
- Drop Forging Process- Advantages and Disadvantages

- What are the Forging Defects, Causes, and Remedies
Open die forging:
This process is also known as flat die forging. A solid workpiece is placed between two flat faces dies as shown in fig. The deformation of the workpiece takes place in between two flat face dies. It reduces their height by compressing it. The open die forging is used to produce relatively simple forging. Due to constant volume, reduction in height increases the diameter of the forged part. But in actual working conditions, the part gets developed in barrel shape as shown in fig. In open die forging Complex shape with great accuracy is very difficult to forge.

Hand Forging:
[1] Hand forging is the oldest type of metal working process and has influenced the formation of other materials through the age.
[2] Smith forging was formerly the process envisioned when we think of the blacksmith wielding a hammer against a piece of hot metal placed upon a rigid anvil.
[3] The modern process is the same except that the crafts-person uses a mechanical hammer and manipulators to move heavy pieces.
[4] Hand forging is performed in the black smithy shop. The job is heated at the forging temperature in the hearth and it is then brought on the anvil using a tong.
[5] It is then forged using hand hammers and other hand-forging tools for imparting specific shape.

Closed Die forging:
It is also known as impression die forging. The closed die forging process consist of specially prepared dies to manufacturing forged parts in large quantities. The workpiece takes the shape of the die cavities (impression) during the forging process. Some materials come outwards and form a flash. Generally, this process is used for mass production with a high degree of accuracy. Complex shaped parts can be forged by this forging process.

Drop forging
- Drop forging is carried out by using drop hammers. They are board or gravity hammer, airlift hammer, and power drop hammer. Anvil of drop forging hammer is attached to the frame to permit accurate alignment of upper and lower dies. The ram is fastened to the lower end of the vertical hardwood board.
- The upper die and ram are raised by friction rolls gripping the board.
- After releasing the board, the ram falls under gravity to produce the blow energy.
- The hammer can strike between 60-150 blows per minute depending on size and capacity.
- A board hammer is an energy-restricted machine. The blow energy supplied equals the potential energy due to the weight and the height of the fall.
- This energy will be delivered to the metal work-piece to produce plastic deformation.

Difference between the Open die and Close die forging:
| Sr.no. | Open Die Forging Process | Close Die Forging Process |
|---|---|---|
| 1. | It is also known as Flat or Smith Die Forging | It is also known as Impression Die Forging |
| 2. | In this process dies have flat faces only. | In this process dies have cavities at the inner surface. |
| 3. | There may be a chance to change the shape & size of the product. | There may be no chance to change shape & size of the product due to the cavity. |
| 4. | The final shape of forging depends on the skill of smith. | The final shape of forging depends on the accuracy of the die cavity. |
| 5. | Complex parts can’t be forged easily. | Complex part can be forged easily |
| 6. | It is used to a large volume of parts. | It is used to the small volume of parts. |
| 7. | Used for job production. | Used for Batch/ mass production. |
| 8. | Less accuracy achieved. | More accuracy is achieved. |
Difference between Press Forging and Drop Forging :
| Sr. No. | Press Forging | Drop Forging |
|---|---|---|
| 1. | Quieter in operation | Noisy operation |
| 2. | Only one squeeze is needed at each die impression, hence faster in operation | Slower in operation as needs more than one squeeze at each die impression. |
| 3. | The alignment of two die halves can be more easily maintained. | Alignment of two die halves is difficult compared to press forging |
| 4. | More accurate | Less accurate |
| 5. | Low machining allowances | High machining allowances |
| 6. | Higher die life. | Lower die life due to higher number of strokes to be hammered for each forged component |
| 7. | Requires unskilled labor due to simple handling | Requires skilled labor due to complex handling |
| 8. | Higher productivity | Low Productivity |
| 9. | Easy for maintenance | Difficult for maintenance |
| 10. | Ecologically safer than drop forging | Not safe ecologically compared to press forging |
Forging Operation :
Operations carried out in forging process:
a) Upsetting: Upsetting or heading is the process of increasing the thickness of a bar & reducing the length.
Upsetting or heading is the process of increasing the thickness of a bar & reducing its length. The pressure is obtained by driving the end of the bar against the anvil, by supporting on the anvil and hitting with the hammer, by placing in swage block hole and hitting with the hammer or by clamping in a vice and then hammering. The figure (a) shows the effect of heavy hammer blows, (b) shows the effect of comparatively light hammer blows. Local upsets are produced as shown at (c) and at (d) by heating only the end or the middle of the bar.

b) Drawing Down: It is the process of increasing the length of a bar & reducing its size or thickness.
c) Setting down: It is a localized drawing-down or swaging operation.
d) Welding: A forge weld is made by hammering together the ends of two parts which have been formed to the correct shape and heated to a welding temperature in a furnace.
e) Bending: Bending may be done over the edge of the anvil face, over the anvil horn, and in special forms such as the swage block edges.
Bending may be done over the edge of the anvil face, over the anvil horn and in special forms such as the swage block edges or for bar stock, by inserting the end in the pritchel hole and bending the bar with a wrench or tong. When metal is bent, the layers of metal on the inside are shortened and those on the outside are stretched. This causes a bulging of the sides at the inside, and radius on the outside of the bend. If a perfect square bend is required, additional metal will go to the make up the corner. Gradual bends are made by using the beak of the anvil or the metal may bend around a bar of correct radius held in a vice. The figure shows the stages in bending a bar over the horn of an anvil using a hammer. It is classified as angular and curvilinear.

f) Cutting: Cutting is a form of chiselling. In this operation, a long piece of stock is cut into several specified lengths, or forging is separated from its stock.
g) Punching:It is the process of producing the holes by using a hot punch over the pitched hole of the anvil.
Forging dies :
Forging is the operation where the metal is heated and then a force is applied to manipulate the metal in such a way that the required final shape is obtained.
The features are as follows
1. To calculate blank size by considering various losses
2. Draft angles to facilitate the removal of forgings from the die the draft angle is provided.
3. Fillet and corner radii are rounding of the apex of an internal angle whereas apex of an external angle. These are necessary to avoid the formation of forging defects and to prolong die life.
4. The minimum section size is to avoid excess metal on large webs to reduce the weight of forging.
5. Parting lines separate the top and bottom die.
6. Die mismatch is the misalignment of top and bottom dies.
7. Forging tolerance and allowances is an additional amount of metal added to the surfaces which can not be controlled close enough by forging and be machined.
8. Flash and gutter size. Flash is that portion of excess metal which is adjoining the forging at the parting line. In addition to the flash extension, a further provision must be made in the die for any excess material.
Forging Process Application :
1. Connecting Rod :
Manufacturing processes used for the production of connecting rod:
1. Forging process.
2. Casting process.
3. Powder Forging Process

1. Forging Process:
In the forging process, the round bar of desired dimensions has been taken and is heated in the oven up to red hot. Then it is kept on the anvil and hammered to the desired shape. The desired shape is given by means of fullering or upset forging. The heated stock is elongated by reducing its cross-section in the first die. The operation is known as “Fullering”. The metal is redistributed, increasing the cross-section at certain places and reducing at others as required filling the cavities of the die. The operation is known as “Edging”. The general shape is given in first blocking die. The finished shape is given to forging in the final impression die. Flash is removed by trimming.
2. Casting Process:
In the casting process, the molten metal is directly poured into the mold of desired dimensions and cooled to solidify and taken out of mold box. Then it is cleaned by sand blasting and machining is done if required.
3. Powder Forging Process
Powder forging consists of the rapid densification of a heated powder-based preform using a single forging strike. The result is a fully dense net- or near-net shape part suitable for high-performance applications where high durability and strength are a requirement. Tight control of the powder performs mass allows the use of a trap die and eliminates any material waste such as the “flash” usually associated with the conventional forging process. Energy savings is another advantage of the process when the forging step directly follows the sintering step, eliminating re-heating. Powder forging is done at a lower forging temperature than conventional forging.
2. Spanner Forging :
Forging Sequence for Spanner:
(1) The heated stock is elongated by reducing its cross-section in the first die. The operation is known as “Fullering”.
(2) The metal is redistributed, increasing the cross-section at certain places and reducing at others as required filling the cavities of the die. The operation is known as “Edging”.
(3) The general shape is given in first blocking die.
(4) The finished shape is given to forging in the final impression die.
(5) Flash is removed.
(6) Heat treatment and machining is done as per requirement.
3. Crankshaft Forging :
Forging Sequence for Manufacturing Crank Shaft:
[1] Stock is redistributed and size is increased at certain places and reduced at other places by roll forging.
[2] After preliminary roll forging, the stock is again roll forged.
[3] This stock is then forged in the first impression or blocking die.
[4] The final shape is given to the forging in the next blocking die.
[5] Then the finished part is then trimmed in a blanking die to remove excess metal or flash.
Other Application :
Following are few automotive components manufactured by forging Process:
1. Connecting rod
2. Crankshaft
3. Camshaft
4. Spanner
5. Alloy wheel
Forging defects with their remedies :
1) Cold Shuts: Short cracks at corners and at right angles to the surface of forging. It is caused due to metal surface folding against itself during forging.
Remedy: Die design should make it properly.
2) Pitting: Small pits (Depressions) on the surface. It is caused by scale. When scales are removed from the surface, depressions remain which are known as scale pits.
Remedy: Pure ingots should be selected and dies must be cleaned properly after the operation.
3) Die shift: It is caused by a misalignment between the top and bottom forging dies.
Remedy: Proper mechanism should be used to avoid mismatching.
4) Incomplete filling of dies: Undersize of forging due to less amount of metal. It is caused by the wrong amount of metal, insufficient number of blows, incorrect die design, or low temperature of stock.
Remedy: Ingot size must be sufficient, hammering should be done properly, die should be designed correctly and the temperature of stock should be sufficient.
5) Dents: Dents are the result of careless work.
Remedy: Proper care should be taken while handling of hot billets etc.
Advantages of Forging:
- Forging reduces failures.
- High strength to weight ratio.
- It can be able to withstand fluctuating stress caused by sudden shock loading.
- Practically there is no waste of metals.
- Strong thin-walled parts may be produced without damaging important physical requirements.
- Reduces machining time for finishing operations of the products.
- A high rate of production is possible.
- Parts can be welded easily due to the fibrous structure.
8. It gives close tolerances.
9. It gives a smooth surface finish.
10. Allows the metal to be displaced where it is needed.
11. Minimum machine finish carried out on the components especially when it is forged in dies.
Disadvantages of Forging :
2. High tool maintenance
3. No cord holes.
4. Limitation in size and shape.
5. The heat treatment process increases the cost of the product.
6. Brittle materials like cast iron cannot be forged.
7. The complex shape cannot be produced by forging.
8. The rapid oxidation of the metal surfaces at high temperatures wears the dies.
Applications of Forging Process:
2. Crankshaft
3. Camshaft
4. Spanner
5. Alloy wheel
6. Differential gears
7. Drive shafts
8. Clutch hubs
9. Universal joints
10. Hand Tools
- Forging Process is Performed above recrystallization Temperature (95 degree- 1100 degree C for steel)
- Less precise tolerance
- Good ductility
- Complex shapes can be produced
- Internal stress gets relieved.
Cold forging –
- Forging is performed at room temperature.
- High precision
- Low ductility
- Only Simple shapes can be produced.
- Residual stress occurs
[2] After releasing the board, the ram falls under gravity to produce the blow energy.
[3] The hammer can strike between 60-150 blows per minute depending on size and capacity.
[4] The board hammer is an energy-restricted machine. The blow energy supplied equals the potential energy due to the weight and the height of the fall.
[5] This energy will be delivered to the metal work-piece to produce plastic deformation.
2. To obtain the geometric accuracy
3. To obtain the surface finish
4. To obtain a good appearance
Machine Tool Articles , notes , Interview Que & Ans
Mechanical Subjectwise Basic Concept Notes ,Articles
Related posts:
 Press Forging – Process , advantages and Disadvantages
Press Forging – Process , advantages and Disadvantages  Drop Forging Process – Advantages and Disadvantages
Drop Forging Process – Advantages and Disadvantages  Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project
Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project  Design Consideration in Forging Components – Basic Machine Design
Design Consideration in Forging Components – Basic Machine Design 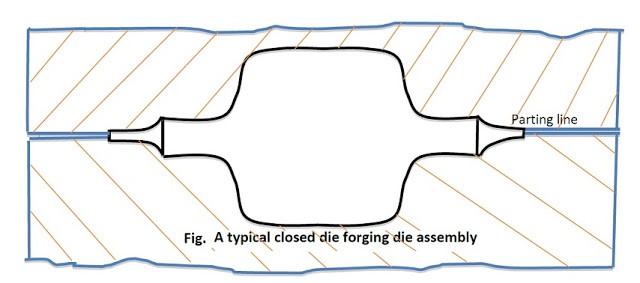 Design Consideration For Forging Dies
Design Consideration For Forging Dies  What are the Forging Defects ,causes and Remedies
What are the Forging Defects ,causes and Remedies  Squeeze Casting Process – Advantages and Disadvantages
Squeeze Casting Process – Advantages and Disadvantages  Forging and Foundry Process | Interview Question and Answers Part 1
Forging and Foundry Process | Interview Question and Answers Part 1One thought on “Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages”
Leave a Reply
Recent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....
Forging is a metal shaping process by application of compressive forces using dies and tools.
Following are the various types of Forging
1. Hot Forging– Forging process carried at a temperature above the recrystallization temperature of the metal is called hot forging. This process is done to prevent strain hardening during deformation
2. Cold Forging– Forging process carried at a temperature below the recrystallization temperature of the metal is called cold forging. This is done for simple shaped components preferably softer metals/alloys. Compared to cold forging, components produced by hot forging type are more ductile.
3. Press Forging– In press forging, a continuous pressure or force is applied, unlike the near-instantaneous impact of drop-hammer forging. In press forging, deformation of complete work-piece occurs while in drop-hammer forging, usually only the surfaces of the work piece in contact with the hammer and anvil deform; the interior of the work-piece remain relatively unreformed.
4. Drop Hammer Forging – It is a forging process where a hammer is lifted and then dropped onto the work-piece to deform it according to the die-shape.
There are two types of drop forging
a. open-die drop forging and
b. closed-die drop forging
In Open-die forging, the work-piece is not fully enclosed while in Close-die forging, the work-piece is fully enclosed.
http://www.kkmetals.com/