Drop Forging Process – Advantages and Disadvantages
Drop Forging:
The difference between drop forging and smith forging is that in drop forging closed- impression dies are used and there is drastic flow of metal in the dies due to repeated blows the impact of which compels the plastic metal to conform to the shape of the dies. Whereas in the smith forging open face dies are used and the hammering of the heated metal is done by hand tools to get the desired shape by judgement.
Read More : What are the Forging Defects ,causes and Remedies
Two types of hammers are used in drop forging:
(a) Gravity drop hammer,
(b) Direct powered drop hammer.
In drop forging, the final shape of the product from the raw material is achieved in a number of steps and this is done in order to ensure proper flow of metal. The dies generally contain impressions for several operations. The number of steps required varies according to the size and shape of the part, properties of metal in respect of forging and the tolerances required.

The various steps in drop forging may be as follows:
(i) Shear off bar stock to proper length and bring it upto forging temperature in a furnace adjacent to the forging machine.
(ii) Perform preliminary hot working operation in order to achieve some properties of metal.
(iii) Reduce the cross-sectional area, if any, at some places in the final shape of article and make it flow to some projected portions.
(iv) Blocking or semi-finishing operation in which the desired definite form is obtained. In this operation the die is subjected to continuous intermittent blows till the definite shape (i.e. approximate size and shape of the finished forging) is obtained.
(v) Finishing die operation:
In the die also, the metal is subjected to several blows and the final shape is obtained which is having thin projections are excess metal extending around the parting line. This excess metal is purposely provided so that complete filling of the die is ensured. The finishing dies are of the exact size and shape of the forging with true corner radii and with allowance made for shrinkage.
(vi) Removing of the flash around the edges of the finished forging in a separate press by trimmer dies immediately after the finishing operation is completed. Small forgings may however, be trimmed in cold condition also, the care being taken not to distort the part. In trimming operation the forging is held uniformly by the die in the ram and pushed through the trimming edges. Other supplementary operations include cleaning by blasting, pickling, or tumbling.
(vii) Heat treatment of forging so as to relieve the various stresses induced into it and to attain certain other desired properties.
The drop forging machines are generally of two types viz. Steam Hammer type and Gravity Drop or Board Hammer type. In the steam hammer type drop forging machine, the ram and hammer are lifted up by the steam and the force of blow is controlled by throttling the steam. It can work upto 300 blows per minute and the machines are available in various capacities depending upon the steam pressure used.
They are usually of double-housing design, with an overhead steam cylinder assembly providing the power for actuating the ram. The ratio of the energy developed at die to the weight of the machine is more than that for board or gravity type drop hammer.
In the gravity-type drop forging machine, the impact pressure on the die is developed by the force of the falling ram and the die as these strike upon the lower fixed die. Suitable arrangements are provided in the press to lift the ram up after the forging stroke is completed.
After completion of forging operation, the forgings are given a cleaning operation by pickling in acid, shot peening or tumbling, as the forgings are covered with scale. Sometimes a straightening operation is also required if some distortion has occurred in the forging.
Read also : Difference Between Casting and Forging/Forming Processes
Forging operation can be carried out on the following materials:
Carbon and alloy steels, wrought iron, copper base alloys, aluminium alloys and magnesium alloys.
In order to ensure that the material fills the cavities, a small amount of excess material is provided in the slug or performs. This material is squeezed out between the faces of the dies and is known as flash. It is usually removed in a separate dressing operation.
Advantages of Drop Forging:
(1) Good grain flow is achieved.
(2) Faster speed of operation.
(3) Good strength of material is obtained.
(4) Little or no wastage of material.
Limitations of drop forging are on account of:
(i) Poor forge ability of material and
(ii) Design of the component.
a. The material must be capable for being forged. Some materials such as most steels, specially those with low carbon content forge readily. A similar process occurs with a 60/40 brass, but the blow is not so severe and is more likely a ‘squeezing’ thin a ‘hitting’ operation. However, a component of 70/30 brass should not be drop forged. This material is ‘hot short’, i.e. it does not flow satisfactorily when hot.
b. The geometrical shape of the component may prevent it from being drop-forged. A conventional drop forging rarely has holes in it and certainly not deep holes of small diameter, while components with re-entrant forms cannot be drop-forged. Small radii (especially with fillets), sharp corners and abrupt changes of section must be avoided.
Parts from design shape, size itself is a criterion. There is a limit to the size of a drop forging due to the size of machine. Although machines are getting large, it is rare for a drop- forging to have face exceeding 400 mm square.
Drop hammers are relatively inexpensive and versatile machines but where large quantities of forgings are required, press forging is preferable.
Related posts:
 Press Forging – Process , advantages and Disadvantages
Press Forging – Process , advantages and Disadvantages  Design Consideration in Forging Components – Basic Machine Design
Design Consideration in Forging Components – Basic Machine Design  Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages
Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages  Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project
Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project  Squeeze Casting Process – Advantages and Disadvantages
Squeeze Casting Process – Advantages and Disadvantages 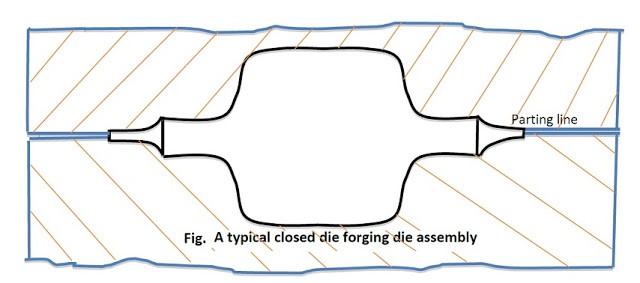 Design Consideration For Forging Dies
Design Consideration For Forging Dies  Forging and Foundry Process | Interview Question and Answers Part 1
Forging and Foundry Process | Interview Question and Answers Part 1Recent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...