Table of Contents
Design Consideration For Forging Dies
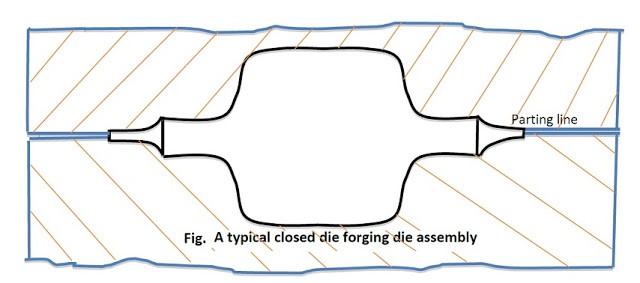
Forging dies manufacturing is the first step to start a forging part.We all know that forging can be generally classified into two types,open die forging and closed die forging.Open die forging is operated between flat dies or dies in a simple shape.This process is mainly used for large parts.In closed die forging,metal billet is deformed in upper and lower dies for desired shape and dimensions.Deformation occurs in the closed cavity under high pressures,which will achieve precision forgings with tight tolerances.So this process is widely used for the manufacture of simple as well as complex high strength precision parts,especially when safety factor is considered.As a closed die forging manufacturer,we would like to introduce the forging dies manufacturing for closed die forging parts in detail.
Forging die-design aspects:
- Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material, its flow stress, temperature of working, frictional condition at interface etc.
- Volume of billet is to be accurately calculated so that there is neither under filling nor excess filling.
- Proper selection of parting line – the line where the two dies meet is very important. Parting line is so chosen that the flow of material is uniformly divided between the two dies – as far as possible.
- Maximum of 3% of the forging thickness is allowed for flash thickness. Flash gutter is to be provided in order to reduce forging loads.
- Draft angles between 3 degree and 10 degree are normally provided for easy ejection of forging.
- Corner radii are to be larger as far as possible to facilitate smooth flow of material.
- Forging temperature decides the type of die material for forging.
- Commonly, for ferrous alloys, a forging temperature of 900 to 1200 degree C is used. For aluminium alloys, it is from 400 to 450 degree C. For copper alloys, it is 625 to 950 degree C.
- Die materials commonly used are tool steels, high carbon high chromium die steels, high carbon, high chromium, molybdenum die steels etc.
- Lubrication also plays a role in the accuracy and surface finish of forging. Commonly, for hot forging, glass, graphite, molybdenum disulfide are used as lubricants. For cold forging, mineral oils are used.
Read Also:
General Consideration In Designing A Machine Components
DESIGN CONSIDERATIONS IN CASTING PATTERN MAKING
Related posts:
 Design Consideration in Forging Components – Basic Machine Design
Design Consideration in Forging Components – Basic Machine Design  Drop Forging Process – Advantages and Disadvantages
Drop Forging Process – Advantages and Disadvantages  Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project
Design and Fabrication Of Pneumatic Forging Machine-Mechanical Project  Press Forging – Process , advantages and Disadvantages
Press Forging – Process , advantages and Disadvantages  What are the Forging Defects ,causes and Remedies
What are the Forging Defects ,causes and Remedies  19 Design Consideration In Sheet Metal | Machine Design
19 Design Consideration In Sheet Metal | Machine Design  Design Consideration For Glass Working Product Design
Design Consideration For Glass Working Product Design  Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages
Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages2 thoughts on “Design Consideration For Forging Dies”
Leave a Reply
Recent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...
Please add some video on design software like creo solid work
Here are some solidworks design videos
https://www.youtube.com/channel/UC_OnCE9maLFmTDSmgBkda0w