Table of Contents
Defects in Forging
Though the forging process provides good quality products compared to other manufacturing processes, some defects that are lightly to come if proper care is not taken in forging process design. A brief description of such defects and their remedial method is given below.
Forging defects are explained below.
Incomplete filling of dies:
Undersize of forging due to less amount of metal. It is caused by an insufficient amount of metal, insufficient number of blows, incorrect die design or low temperature of stock.
Remedy: Ingot size must be sufficient, hammering should be done properly, die should be designed correctly and the temperature of stock should be sufficient
Cold Shut
Short cracks at corners and at right angles to the surface of forging. It is caused due to metal surface folding against itself during forging. This appears as small cracks at the corners of the forging. This is caused mainly by the improper design of the die. Where in the corner and the fillet radii are small as a result of which metal does not flow properly into the corner and the ends up as a cold shut.
Cause: Sharp corner (less fillet), excessive chilling, high friction
Remedy: increase fillet radius on the die
Scale Pits
Scale pits are seen as irregular deputations on the surface of the forging that is caused primarily due to improper cleaning of the stock used for forging. The oxide and scale get embedded into the finish forging surface. When the forging is cleaned by pickling, these are seen as deputations on the forging surface.
Small pits (Depressions) on the surface. It is caused by scale. When scales are removed from the surface, depressions remain which are known as scale pits. This is seen as irregular depurations on the surface of the forging. This is primarily caused because of improper cleaning of the stock used for forging. The oxide and scale get embedded into the finish forging surface. When the forging is cleaned by pickling, these are seen as depurations on the forging surface.
Remedy: Pure ingots should be selected and dies must be cleaned properly before the operation.
Scale pockets and underfills:
• They are loose scale/ lubricant residue which accumulates in deep recesses of the die.
• Cause: Incomplete descaling of the work
• Remedy: Proper decaling of work prior to forging
• Cause: Incomplete descaling of the work
• Remedy: Proper decaling of work prior to forging
Die Shift
Die shift is caused by the misalignment of the top and the bottom dies making the two halves of the forging to be the improper shape.
Remedy: Proper mechanism should be used to avoid mismatching
Flakes
These are basically internal ruptures caused by the improper cooling of the large forging. Rapid cooling causes the exterior to cool quickly causing internal fractures. This can be remedied by following proper cooling practices.
Improper Grain Flow
This is primarily caused by the improper design of the die that induces material flow in an inappropriate manner leading to various defects.
Incomplete forging penetration:
– The dendritic ingot structure at the interior of forging is not broken. Actual forging takes place only at the surface.
– Cause: Use of light rapid hammer blows
– Remedy: To use forging press for full penetration.
– Cause: Use of light rapid hammer blows
– Remedy: To use forging press for full penetration.
Surface Cracking
– Cause: Excessive working on the surface and too low temperature. High sulfur in furnace leading to hot shortness
– Remedy: To increase the working temperature
– Remedy: To increase the working temperature
Cracking at the flash:
– This crack penetrates into the interior after flash is trimmed off.
– Cause: Very thin flash
– Remedy:-Increasing flash thickness, relocating the flash to a less critical region of the forging, hot trimming, and stress relieving.
– Cause: Very thin flash
– Remedy:-Increasing flash thickness, relocating the flash to a less critical region of the forging, hot trimming, and stress relieving.
Internal cracks
Cause: Secondary tensile stresses developed during forging
Remedy: Proper die design
Dents:
Dents are the result of careless work.
Flakes:
These are basically internal ruptures caused by the improper cooling of the large forging. Rapid cooling causes the exterior to cool quickly causing internal fractures. This can be remedied by following proper cooling practices.

Remedies for Forging Defects:
Defects in forging can be removed as follows:
- Surface cracks and decarburized areas are removed from forging parts by grinding on special machines. Care should also be taken to see that the job is not under heated, decarburized, overheated, and burnt.
- Shallow cracks and cavities can be removed by chipping out of the cold forging with a pneumatic chisel or with hot sets.
- The parting line of a forging should lie in one plane to avoid mismatching.
- Destroyed forgings are straightened in presses, if possible.
- Die design should be properly made taking into consideration all relevant and
- important aspects that may impart forging defects and ultimate spoilage
- The mechanical properties of the metal can be improved by forging to correct the fiber line.
- The internal stresses developed due to heating and cooling of the job can be removed by annealing or normalizing
.
Related posts:
 Types of Gear Defects – Causes and Remedies
Types of Gear Defects – Causes and Remedies  What are the Casting Defects ?
What are the Casting Defects ?  Drop Forging Process – Advantages and Disadvantages
Drop Forging Process – Advantages and Disadvantages  Design Consideration in Forging Components – Basic Machine Design
Design Consideration in Forging Components – Basic Machine Design 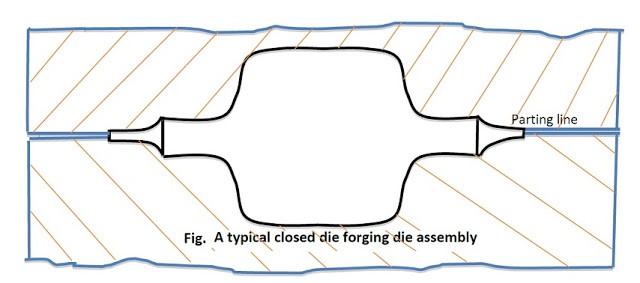 Design Consideration For Forging Dies
Design Consideration For Forging Dies  Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages
Forging – Definition, Diagram, Types, Tools, Operations, Advantages, Disadvantages  Press Forging – Process , advantages and Disadvantages
Press Forging – Process , advantages and Disadvantages  7 Most Common Defects In Welding and its causes
7 Most Common Defects In Welding and its causes3 thoughts on “What are the Forging Defects ,causes and Remedies”
Leave a Reply
Recent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...
You are absolutely right!! Thank you for sharing such a valuable information!! I have bookmarked this page for future references!! Cheers. 🙂
Can you tell me more about warm forging?
Great defects you shared with us but for more in Forging Process in detail.
Thanks for sharing
A 0.4% C, 3.5% Ni, 1.2% Cr , 0.70% Mo and 0.015 % V 800 mm Dia 2000 mm long material frequently cracked during forging . Forging temp 500 degree C for 1 hr, 700 degree C for 6 hrs, 1000 degree C for 6 hrs, 1150 degree C for 4 hrs . Raising 50 degree C / hr. . What will be the remedies??