Table of Contents
Atomic Hydrogen Welding | Working , Advantages and Application
ATOMIC HYDROGEN WELDING
Atomic Hydrogen Welding (AHW) is a combination of electric are and gas welding technique. It is a thermo-chemical arc welding process in which the workpieces are joined by heat obtained on passing a stream of hydrogen through an electric are struck between two tungsten electrodes.
The arc supplies the energy for a chemical reaction to take place, During the process, more heat is released due to exothermic reaction. The electric arc efficiently breaks up the hydrogen molecules which recombine with tremendous release of heat with the temperature from 3400 to 4000°C. Without the arc, an oxy-hydrogen torch can only reach 2800 degree C, It is the third hottest flame after di-cyano acetylene at 4987 ° C and cyanogen at 4525e degree C. An acetylene torch merely reaches 3300°C. This device is called an atomic hydrogen torch or
nascent hydrogen torch or Langmuir torch. The process was also known as arc-atom welding. Filler rod may or may not be used during welding process.

The heat produced by this torch is sufficient to weld tungsten 3422°C and most of the refractory metal. Hydrogen gas acts as a heating element as well as it acts as shielded gas to protect the molten liquid metal from oxidation and contamination by carbon, nitrogen or oxygen which can severely damage the properties of many metals. It eliminates the need of flux for this purpose.
The arc is independently maintained for the workpiece or parts being welded. The hydrogen gas is normally diatomic (H2) but where the temperatures are over 6000°C near the arc. When the hydrogen strikes a relatively cold surface, it will recombine into its diatomic form releasing the energy associated with the formation of bond. The energy in AHW can easily be varied by changing the distance between arc stream and workpiece surface. This process is being replaced by gas metal-arc welding mainly because of the availability of inexpensive inert gases.
In this process, arc is maintained entirely independent of the work or parts being welded. The work is a part of the electrical circuit only to the extent that a portion of the arc comes in contact with the work at which time a voltage exists between work and each electrode.
It differs from shielded metal arc welding in which the arc is independent of base metal making electrode holder as a mobile without arc getting extinguished. Thus, heat input to the weld could be controlled by manually to control weld metal properties.
The process has the following special features.
- High heat concentration is obtained.
- Hydrogen acts as a shield against oxidation.
- Filler metal of base composition could be used.
- Most of its applications can be met by MIG process. Therefore, it.is not commonly used.
Working of Atomic Hydrogen Welding
The equipment consists of a welding torch with two tungsten electrodes inclined and adjusted to maintain a stable arc as shown in Figure 4.4. Annular nozzles around the tungsten electrodes carry the hydrogen gas supplied from gas cylinders. AC power source is suitable as compared to DC because equal amount of heat will be available at both electrodes. A transformer wjih an open circuit voltage c.f 300 Pis required to strike and maintain the arc.

The workpieces are cleaned to remove dirt, oxides and other impurities to obtain a sound weld. Hydrogen gas supply and welding cunent are switched ON. An arc is struck by bringing two tungsten electrodes in contact with each other and instantaneously separated by a small distance of 1.5 mm. Therefore, the arc still remains between two electrodes.
As the jet of hydrogen gas is passed through the electric arc, it disassociates into atomic hydrogen by absorbing large amounts of heat supplied by the electric arc.
H2aBH + H = 422 kJ (Endothermic Reaction)
Advantages, Limitations and Applications of Atomic Hydrogen Welding
Advantages of Atomic Hydrogen Welding:
1. Welding process is faster.
2. During the process, intense flame is obtained which can be concentrated at the joint. Hence, less distortion occurs.
3. There is no requirement of separate flux and shielding gas or flux. The hydrogen envelop itself prevents oxidation of the metal and tungsten electrode. It also reduces the risk of nitrogen pick-up.
4. Workpiece do not form a part of the electric circuit. Hence, problems such as striking the arc and maintaining the arc column are eliminated.
5. Welding of thin materials is also possible which may not be successfully carried out by metallic arc welding.
6. The workpiece does not form a part of the electrical circuit. The arc remains between two tungsten electrodes, and it can be moved to other places easily without getting extinguished.
Limitations of Atomic Hydrogen Welding :
1. The post of welding is high when compared to the other process.
2. Welding process is limited to flat positions only.
3. The process cannot be used for depositing large quantities of metals.
4. Welding speed is less when compared to metallic arc or MIG welding.
Applications of Atomic Hydrogen Welding: :
1. These welding processes are used in welding of tool steels which contains tungsten, nickel and molybdenum. .
2.They are used in joining parts, hard surfacing and repairing of dies and tools.
3. Atomic hydrogen welding is used where rapid welding is necessary in stainless steels, non-ferrous metals and other special alloys.
Related posts:
 Plasma Arc Welding | Advantages , Disadvantages , Application
Plasma Arc Welding | Advantages , Disadvantages , Application 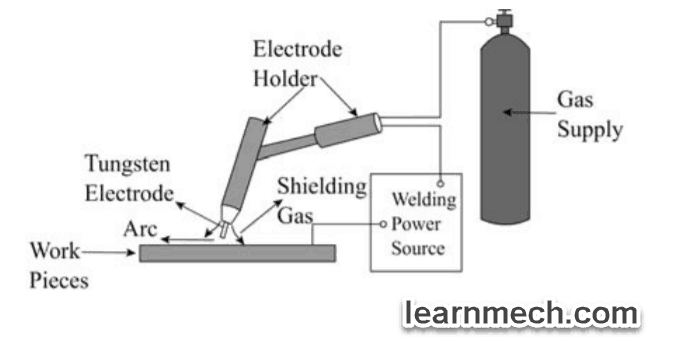 Gas Tungsten Arc welding | GTAW Advantages and Disadvantages
Gas Tungsten Arc welding | GTAW Advantages and Disadvantages  Stud Arc Welding | Fastener Welding- Advantages and Application
Stud Arc Welding | Fastener Welding- Advantages and Application  Stick Welding – Working , Advantages and Disadvantages
Stick Welding – Working , Advantages and Disadvantages  Shielded Metal Arc Welding Process- Advantages and Disadvantages
Shielded Metal Arc Welding Process- Advantages and Disadvantages  Carbon arc Welding – Advantages and Disadvantages
Carbon arc Welding – Advantages and Disadvantages  Seam Welding- Diagram, Working ,Advantages and Disadvantages
Seam Welding- Diagram, Working ,Advantages and Disadvantages  Electron Beam Welding- Advantages ,Disadvantages and Application
Electron Beam Welding- Advantages ,Disadvantages and ApplicationOne thought on “Atomic Hydrogen Welding | Working , Advantages and Application”
Leave a Reply
Recent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....
i have a question, what is difference between atomic gas welding and atomic hydrogen welding?