Table of Contents
Plasma Arc Welding | Advantages , Disadvantages , Application
Plasma Arc Welding:
In Plasma arc welding (PAW) is an arc welding process, a concentrated plasma arc is produced and directed towards the weld area.
The arc is stable and reaches temperatures as high as 33,000°C.
A plasma is an ionized very hot gas composed of nearly the same numbers of electrons and ions.
In Plasma-arc Welding (PAW) is an arc welding process, a concentrated plasma arc is produced and directed towards the weld area. The arc is stable and reaches temperatures as high as 33,000°C. A plasma is an ionized very hot gas composed of nearly same numbers of electrons and ions. The plasma starts between the tungsten electrode and the orifice by a low current pilot arc. What makes plasma-arc welding unlike other processes is that the plasma arc is concentrated because it is forced through a relatively small orifice. Operating currents usually are less than 100 A. When a filler metal is used it is fed into the arc as is done in Gas Tungsten-arc Welding. Arc and weld-zone shielding are supplied by means of an outer shielding ring and the use of inert gases like argon, helium or mixtures.
There are two methods of plasma-arc welding:
- In the transferred-arc method of plasma-arc welding(in pic left side), the workpiece being welded is part of the electrical circuit. The arc transfers from the electrode to the workpiece hence the term transferred.
- In the non-transferred arc method of plasma-arc welding(in pic right side), the arc occurs between the electrode and the nozzle and the heat is carried to the workpiece by the plasma gas. This thermal transfer mechanism is similar to that for an oxy-fuel flame.

Advantages of Plasma Arc Welding:
- Torch design allows better control of arc.
- This method provides more freedom to observe and control the weld.
- The higher the heat concentration and plasma jet allow faster travel speeds.
- The high temperature and high heat concentration of plasma allow keyhole effect.
- This provides complete penetration with single pass welding of many joints.
- Heat affected zone is smaller compared to GTAW(Gas tungsten arc welding).
- It uses less current input as compared to another welding process.
Disadvantages of Plasma Arc Welding:
- It produces wider welds and heat affected zones compare to LBW and EBW.
- Plasma welding equipment is very costly. Hence it will have a higher startup cost.
- It requires training and specialization to perform plasma welding.
- It produces ultraviolet and infrared radiation.
- The method produces higher noise on the order of about 100dB.
- The torch is bulky and hence manual welding is a bit difficult and requires training as mentioned.
Application of Plasma Arc Welding:
- This welding is used in marine and aerospace industries.
- This is used to weld pipes and tubes of stainless steel or titanium.
- It is mostly used in electronic industries.
- Also, this is used to repair tools, die, and mold.
- This is used for welding or coating on a turbine blade
Related posts:
 Plasma Arc Machining- Process, Diagram , Advantages and Disadvantages
Plasma Arc Machining- Process, Diagram , Advantages and Disadvantages  Carbon arc Welding – Advantages and Disadvantages
Carbon arc Welding – Advantages and Disadvantages 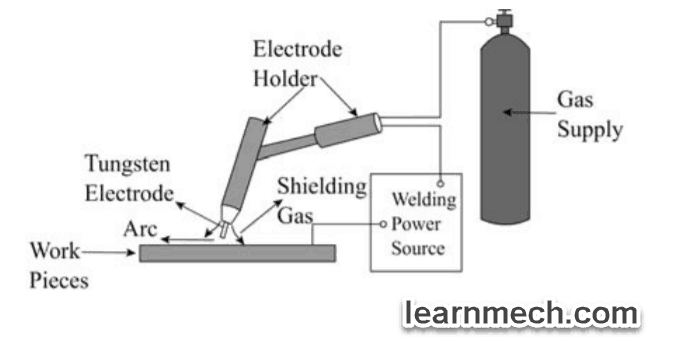 Gas Tungsten Arc welding | GTAW Advantages and Disadvantages
Gas Tungsten Arc welding | GTAW Advantages and Disadvantages  Shielded Metal Arc Welding Process- Advantages and Disadvantages
Shielded Metal Arc Welding Process- Advantages and Disadvantages  Stud Arc Welding | Fastener Welding- Advantages and Application
Stud Arc Welding | Fastener Welding- Advantages and Application  Submerged Arc Welding – Process , advantages and Disadvantages
Submerged Arc Welding – Process , advantages and Disadvantages  Electron Beam Welding- Advantages ,Disadvantages and Application
Electron Beam Welding- Advantages ,Disadvantages and Application  Resistance Welding | Advantages , Disadvantages and Application
Resistance Welding | Advantages , Disadvantages and ApplicationRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...