Table of Contents
Gas Tungsten Arc welding | GTAW Advantages and Disadvantages
Introduction
Tungsten inert gas welding process also called as gas tungsten arc welding is named so because it uses
a) electrode primarily made of tungsten and
b) inert gas for shielding the weld pool to prevent its contamination from atmospheric gases especially when joining high strength reactive metals and alloys such as stainless steel, aluminium and magnesium alloys, wherever high quality weld joints need to be developed for critical applications like nuclear reactors, aircraft etc.
Invention of this process in middle of twentieth century gave a big boost to fabricators of these reactive metals as none of the processes (SMAW and Gas welding) available at that time were able to weld them successfully primarily due to two limitations
a) contamination of weld from atmospheric gases and
b) poor control over the heat input required for melting (Fig. ). Moreover, welding of aluminium and its alloys ) with shielded metal arc welding process can be realized using halide flux coated electrodes by overcoming the problems associated with Al2O3, however, halides are
very corrosive and therefore welding of aluminium is preferable carried out using inert shielding environment with the lerp of processes like GTAW and GMAW. Despite of so many developments in the field of welding, TIG process is invariably recommended for joining of thin aluminium sheets of thickness less than 1 mm.
See also : Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding
TIG welding system
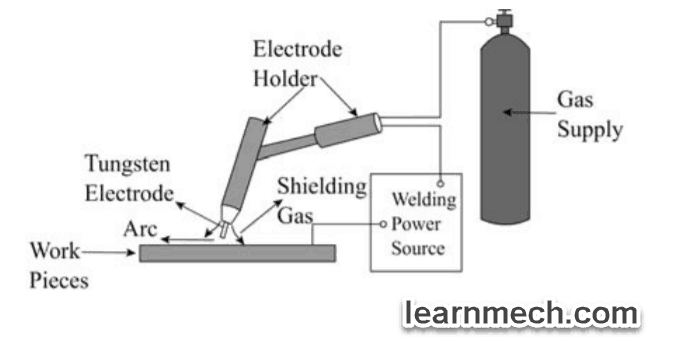
There are four basic components of TIG welding system namely
a) 2 DC/AC power source to deliver the welding current as per needs,
b) Welding torch (air/water cooled) with tungsten electrode and gas nozzle,
c) Inert shielding gas (He, Ar or their mixture) for protecting the molten weld pool contamination from atmospheric gases and
d) Controls for moving the welding torch as per mode of operation (manual, semi-automatic and automatic). This process uses the heat
generated by an electric arc between the non-consumable tungsten electrode and work piece (mostly reactive metals like stainless steel, Al, Mg etc.) for melting of faying surfaces and inert gas is used for shielding the arc zone and weld pool from the atmospheric gases.
Advantages of GTAW
- No flux is used
- No danger of flux entrapment when the welding of refrigerator or air conditioner takes place.
- Better control by the operator because of better visibility.
- Very few splatters. Very high quality and smooth welds.
Disadvantages of GTAW
- Under similiar conditions MIG welding is much more faster process.
- Tungsten if gone to the molten weld then it can contaminate the pool.
- Equipments are costly.
Applications
- Aluminium, magnesium, copper alloys can be welded easily. Inconel, carbon steels, stainless steels can be welded.
- Thin parts and sheet metals can be welded easily.
- Can sealing, instrument diaphragms and transistor cases can be welded very efficiently.
- Expansion bellows and other delicate parts can joined.
- Atomic energy, aircraft, chemical and instrument industries use this welding process.
- Rocket motor chamber fabrication welding can be done by this process.
Related posts:
 Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding
Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding  Plasma Arc Welding | Advantages , Disadvantages , Application
Plasma Arc Welding | Advantages , Disadvantages , Application  Carbon arc Welding – Advantages and Disadvantages
Carbon arc Welding – Advantages and Disadvantages  Shielded Metal Arc Welding Process- Advantages and Disadvantages
Shielded Metal Arc Welding Process- Advantages and Disadvantages  What is GMAW – Basic of Gas metal arc welding
What is GMAW – Basic of Gas metal arc welding  Stick Welding – Working , Advantages and Disadvantages
Stick Welding – Working , Advantages and Disadvantages  Submerged Arc Welding – Process , advantages and Disadvantages
Submerged Arc Welding – Process , advantages and Disadvantages  Stud Arc Welding | Fastener Welding- Advantages and Application
Stud Arc Welding | Fastener Welding- Advantages and ApplicationRecent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....