Table of Contents
What is GMAW – Basic of Gas metal arc welding
Introduction to Gas Metal Arc Welding (GMAW):
With the introduction of GTAW, it became possible to weld aluminium and stainless steels with ease and the welds of very high quality could be obtained. However, GTAW is a slow process thus the demand for high rate production led to the development of gas metal arc welding (GMAW) in which the non-consumable tungsten electrode of GTAW is replaced by a consumable filler wire of small diameter and composition compatible with work material.
It was also found to work more efficiently with deep which provides the desired cleaning action, due to mobile cathode spot, on the workpiece. Thus, it not only led to high deposition rate but also to desired electrode polarity.
By employing GMAW process it is possible to weld all metals for which electrode wires are available. As initially this process was used mainly for welding aluminium and stainless steels with inert gas shielding it is more popularly known as metal inert gas (MIG) welding.
However, subsequent extension of the use of this process to other ferrous and non-ferrous metals led to the use of CO2, nitrogen as well as the mixtures of argon, helium, oxygen, hydrogen, CO2 and the like. When CO2 alone is used as the shielding gas the process is termed as CO2 welding. Still another term used to cover the use of active shielding gases is metal active gas (MAG) welding. Not withstanding these terminologies all variants of the process are well covered by the term GMAW.
The equipment used for all these processes are similar except that the shielding gas and the associated feeding arrangement may differ. For example, in CO2 welding not only the regulator and the flow-meter differ from processes with other shielding gases, it also needs a heating arrangement to avoid the blocking of gas exit at the cylinder, due to the formation of solid CO2 called the ‘dry-ice’.

Operation and Technique of GMAW:
Open circuit voltage, wire feed rate, and the gas flow rate are set before using the GMAW gun to initiate welding operation. The welding current drawn by the system depends upon the interaction of different parameters which may include wire feed rate, arc voltage, and the electrode stickout. Electrode stickout being an important parameter to achieve consistent penetration it is essential to maintain it constant.
The gas flow rate is to be so maintained as to get defect-free welds. If the gas flow is inadequate porous bead is laid while excessive gas flow rate may cause blowing out of metal from the weld pool. The gas flow rate is associated with the nozzle-to-work distance; longer this distance more the gas flow rate required for proper protection of the molten metal. Laying of thick root run and welding in confined spaces require small sized nozzles.
Proper location of the work connection is essential to avoid arc blow particularly for welding ferromagnetic material like steel. It is best to weld in a direction away from the work lead connection.
Electrode-to-work angle can affect the bead geometry and configuration. It is usual to adopt backhand welding for thicker plate and forehand welding for sheets. However, as pointed out earlier, if significant change in bead dimension, say penetration, is intended then it is best to manipulate the electrical parameters rather than the electrode-to-work angle alone.
The contact tube wears out with use so must be replaced periodically to maintain good electrical contact between the electrode and the tube. A loose contact will result not only in inconsistency in the bead shape but also causes excessive heating of the lube. Depending upon the application the contact tube may be inside, flush with, or extending beyond the gas nozzle.
It is usually required to lay trial bead welds to establish proper welding parameters viz., arc voltage and the wire feed rate. Other variables like the slope of the current rise or inductance or both should be adjusted to achieve easy arc initiation and smooth arc operation with minimum spatter.
The electrode movement is perhaps the last major operator control to achieve good quality welds in GMAW. The most used method of arc movement is the drag or stringer bead pattern in which the gun is moved in a straight line without oscillation. However, in position welding drag pattern may not be found satisfactory.
In such a case the welder is required to manipulate the gun as per his preference; the patterns often used are whip, C, U, and lazy 8. The first three are found suitable for welding out-of-position work especially to manipulate weld pool in horizontal, vertical, and overhead positions. A lazy 8 pattern gives a weld width 3 to 7 times the cover pass in pipe work.
To stop the work it is often necessary to withdraw the welding gun in such a way as to lengthen the arc at the end of the run so as to achieve proper crater filling.
Advantages of the GMAW Process
As mentioned above, the GMAW process is possible the most widely used process in the United States. This is due to several advantages. Below are listed several of these advantages:
- Low cost equipment – a hobby welder can get a welding machine from a reputable manufacturer such as Lincoln Electric or ITW for less than $600. Add a few dollars for shielding gas and mig wire and you are welding for less than $700.
- Low cost consumables – out of all the process the consumables for mig welding have the lowest cost. You can purchase mig wire from a big box store for less than $3 per pound. Or you can go to a local industrial distributor and get it for closer to $2 per pound.
- High deposition rates – especially when compared to stick welding. With the GMAW process you can deposit up to nearly 10 pounds per hour (deposited weld metal).
- Low hydrogen deposits – since solid does not pick up moisture like flux-cored wires and stick electrodes it consistently deposits welds with low levels of diffusible hydrogen. You can learn more about why this is important by reading “WHY WELDS CRACK”
- Can weld almost all metals – by simply changing your filler wire and at times the shielding gas you can weld from carbon steel, to stainless steel, to nickel alloys and aluminum.
- Low levels of spatter – low spatter can be achieved by selecting the right mode of metal transfer. Spray and pulse welding can provide this benefit.
Limitations of the GMAW Process
- Sensitive to contaminants – the process can only handle low to moderate levels of surface contaminants such as rust, mill scale, dirt, oil and paint. All these have potential to create problems such as porosity, incomplete fusion, bad bead appearance and even cracking.
- Portability – moving the welding equipment may not be that tough, but you also have to handle the high pressure cylinders that contain the shielding gas. Proper care must be taken.
- Sensitive to wind – the shielding gas used for mig welding can easily be blown away when welding outdoors. Even inside, a fan or a wind draft of as low as 5mph can be enough to cause porosity.
- Lack of fusion – due to the ability to weld at low currents this process has the potential for lack of fusision when running in short circuit mode. Make sure you always use the correct procedure for the thickness of material you are welding. There is a reason why the American Welding Society does not have pre-qualified procedures using the short-circuit mode of metal transfer.
- Open arc process – as with most welding process, GMAW exhibits an open arc. Proper care must be taking to shield the welder and bystanders from the harmful UV rays.
Related posts:
 Shielded Metal Arc Welding Process- Advantages and Disadvantages
Shielded Metal Arc Welding Process- Advantages and Disadvantages 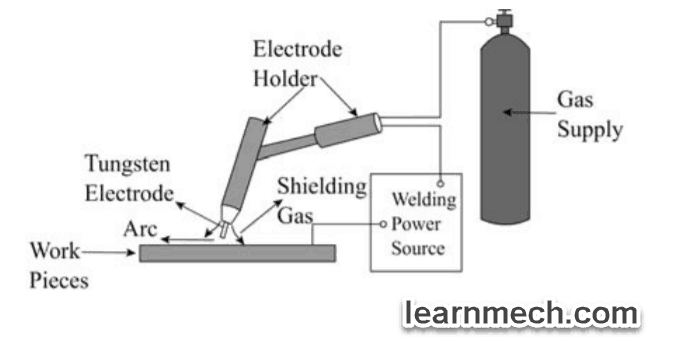 Gas Tungsten Arc welding | GTAW Advantages and Disadvantages
Gas Tungsten Arc welding | GTAW Advantages and Disadvantages  Carbon arc Welding – Advantages and Disadvantages
Carbon arc Welding – Advantages and Disadvantages  Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding
Tungsten Inert Gas (TIG) or Gas Tungsten Arc (GTA) welding  Submerged Arc Welding – Process , advantages and Disadvantages
Submerged Arc Welding – Process , advantages and Disadvantages  Plasma Arc Welding | Advantages , Disadvantages , Application
Plasma Arc Welding | Advantages , Disadvantages , Application  Stud Arc Welding | Fastener Welding- Advantages and Application
Stud Arc Welding | Fastener Welding- Advantages and Application  Basic Of Welding Symbol – Symbolic Representation of Welding Symbol
Basic Of Welding Symbol – Symbolic Representation of Welding SymbolRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...