Table of Contents
Stick Welding – Working , Advantages and Disadvantages
What is stick Welding ?
Stick Welding is also called as Shielded metal arc welding (SMAW), also known as manual metal arc welding (MMA or MMAW), flux shielded arc welding.
An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. The workpiece and the electrode melts forming a pool of molten metal (weld pool) that cools to form a joint. As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination.
All arc welding processes apply heat generated by an electric arc for melting the faying surfaces of the base metal to develop a weld joint (Fig.). Common arc
welding processes are manual metal or shielded metal arc welding (MMA or SMA), metal inert gas arc (MIG), tungsten inert gas (TIG), submerged arc (SA), plasma arc (PA), carbon arc (CA) selding etc.
Stick welding Diagram :

Shielded Metal Arc Welding (SMAW)
In this process, the heat is generated by an electric arc between base metal and a consumable electrode. In this process electrode movement is manually controlled hence it is termed as manual metal arc welding. This process is extensively used for depositing weld metal because it is easy to deposit the molten weld metal at right place where it is required and it doesn’t need separate shielding. This process is commonly used for welding of the metals, which are comparatively less sensitive to the atmospheric gases.
This process can use both AC and DC. The constant current DC power source is invariably used with all types of electrode (basic, rutile and cellulosic) irrespective of base metal (ferrous and non-ferrous). However, AC can be unsuitable for certain types of electrodes and base materials. Therefore, AC should be used in light of
manufacturer’s recommendations for the electrode application. In case of DC welding, heat liberated at anode is generally greater than the arc column and
cathode side. The amount of heat generated at the anode and cathode may differ appreciably depending upon the flux composition of coating, base metal, polarity and the nature of arc plasma. In case of DC welding, polarity determines the distribution of the heat generated at the cathode and anode and accordingly the melting rate of electrode and penetration into the base metal are affected.
Heat generated by a welding arc (J) = Arc voltage (V) X Arc current (A) X Welding time (s)—————————————————————(equation 1)
If arc is moving at speed S (mm/min) then net heat input is calculated as:
Hnet= VI (60)/(S X 1000) kJ/mm………………………………(equation 2)
Common types of SMAW electrodes
The steel electrode of a given composition is made available with different types of flux coating in order to make them suitable for different arc characteristics, welding position, welding speed, deposition rate, weld metal recovery, weld metal properties and variety of quality requirements. The selection of correct type of electrode coating results in weld metal with desired quality characteristics at low cost. In general, welding electrode is selected in such a way that characteristics of weld metal are similar to or better than the base material while keeping in mind the welding position and weld joints design as they significantly affect the properties of the weld.
Rutile electrode
These electrodes predominantly contain rutile (TiO2) besides other constituents and are known to offer almost 100% weld metal recovery, easy arc striking and restriking. These are found suitable for
a) fillet welds,
b) welding of sheet metal,
c) good gap bridging capability,
d) free from spatter losses and all position welding.
These are recommended for welding low strength steel (<440 MPa). For welding of high strength steel (>440 MPa) generally weld metal should have low hydrogen level and therefore weld joints is developed using basic, rutile, basic-rutile and Zirconbased electrode.
Cellulosic electrodes
These electrodes are composed of large amount of hydrocarbon compounds and calcium carbonates besides other constituents and are found suitable for
a) all welding positions especially for vertical and overhead welding position and
b) realizing high mechanical properties in a weld metal of radiographic quality. These are preferred for vertical downward welding. However, these produce high hydrogen content in weld metal besides deep penetration.
Acidic electrode
Acidic electrodes offer
a) easier arc striking than basic electrodes but poorer arc striking than rutile electrodes,
b) moderate welding speed,
c) smooth weld bead
d) good slag detachability.
However, acidic electrode has been replaced by rutile electrode and basic electrode for flat and positional welding respectively. The ductility and toughness weld metal developed by acidic electrode are better than those developed from rutile electrodes however yield and ultimate tensile strength are found inferior. This type of electrode results in minimal penetration which is good for very thin sheet but these are sensitive to moisture pick up.
Basic electrode
These electrodes have basic (alkali) coatings containing calcium carbonate / calcium fluoride.The basic electrodes are preferred over other electrode for developing weld joints of high strength steel (480-550 MPa) with weld metal having
a) low hydrogen,
b) good low temperature toughness,
c) resistance to hot and cold cracking. However, these electrodes suffer from comparatively poor slag detachability. The welding speed and deposition rate offered by the basic electrodes especially in vertical welding position is much higher than the rutile and acidic electrode. Basic electrodes can sustain higher welding current even in vertical welding position.
Basic-rutile electrode
This type of electrode combines positives of both basic as well as rutile electrodes and therefore recommended for horizontal–vertical fillet welds of high strength
steels.
Stick Welding Advantages
- Stick welding is effective even when it’s windy or raining
- The equipment required is not very expensive
- It needs no external shielding gas, which saves money
- It’s less sensitive to paint, corrosion, and dirt at the welding point, saving time on pre-welding clean-up
- It’s easy to change rods for different metals
- The ground clamp can be attached far from the welding point
Stick Welding Limitations
- Compared to other methods of welding, stick welding is slow
- It is a more complicated process, which requires a welder with skill and experience in stick welding
- It is time-consuming to chip away the slag that formed during the weld
- It can be difficult to weld thinner metals
- The welding rods must be replaced more frequently than in other types of welding
- There can be excessive spatter, rough surfaces, and porosity with stick welding
Related posts:
 Shielded Metal Arc Welding Process- Advantages and Disadvantages
Shielded Metal Arc Welding Process- Advantages and Disadvantages  Electroslag Welding – Diagram , Working , advantages and Disadvantages
Electroslag Welding – Diagram , Working , advantages and Disadvantages  Carbon arc Welding – Advantages and Disadvantages
Carbon arc Welding – Advantages and Disadvantages  Seam Welding- Diagram, Working ,Advantages and Disadvantages
Seam Welding- Diagram, Working ,Advantages and Disadvantages  Submerged Arc Welding – Process , advantages and Disadvantages
Submerged Arc Welding – Process , advantages and Disadvantages  Plasma Arc Welding | Advantages , Disadvantages , Application
Plasma Arc Welding | Advantages , Disadvantages , Application 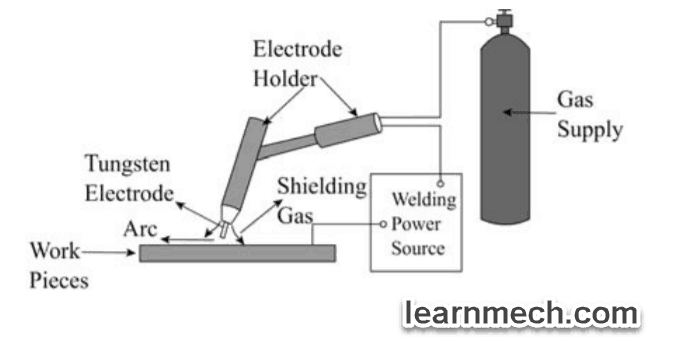 Gas Tungsten Arc welding | GTAW Advantages and Disadvantages
Gas Tungsten Arc welding | GTAW Advantages and Disadvantages  Stud Arc Welding | Fastener Welding- Advantages and Application
Stud Arc Welding | Fastener Welding- Advantages and ApplicationRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...