Table of Contents
Compression molding Process- Advantages and Disadvantages

In principle, a compression molding machine is a kind of press which is oriented vertically with two molding halves (top and bottom halves). Generally, hydraulic mechanism is used for pressure application in compression molding.

Advantages of the Compression Molding Process
Disadvantages of compression molding process
Related posts:
 Transfer Molding – Working , Advantages and Disadvantages
Transfer Molding – Working , Advantages and Disadvantages  Introduction Of Blow Molding | Advantages And Disadvantages Of Blow molding
Introduction Of Blow Molding | Advantages And Disadvantages Of Blow molding  Reaction Injection Molding- Advantages and Disadvantages
Reaction Injection Molding- Advantages and Disadvantages  Rotational Molding – Working Principle,Application , Advantages
Rotational Molding – Working Principle,Application , Advantages 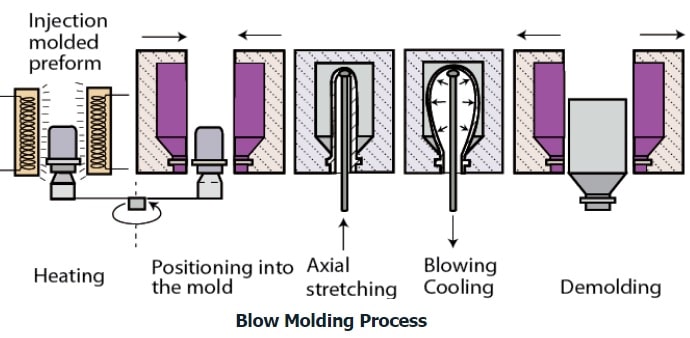 blow moulding – Process , advantages and Disadvantages
blow moulding – Process , advantages and Disadvantages  Co2 Moulding process – Advantages and Application
Co2 Moulding process – Advantages and Application  What is Casting process | Advantages , Disadvantages and Application
What is Casting process | Advantages , Disadvantages and Application  Steps in Investment Casting Process | Advantages and Disadvantages
Steps in Investment Casting Process | Advantages and DisadvantagesRecent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....