Table of Contents
Reaction Injection Molding- Advantages and Disadvantages
What is Reaction Injection Molding Machine:
Reaction injection molding is a simple concept. As its name suggests, the process is based on a chemical reaction. A reactive liquid mixture
(usually polyol and isocyanate) is injected or poured into a mold where a chemical reaction takes place. After an exothermic (heat generating) reaction occurs, the finished part is removed from the mold. Depending on the chemical formulation, the end product can take on a wide range of physical characteristics: foam or solid, highly rigid or very flexible.
Molding
An immediate chemical reaction occurs inside the mixing head, with a continued exothermic reaction inside the mold cavity as the curing process progresses. When processing foams, significant forces created inside the mold must be resisted to ensure the integrity of the part. The clamping pressure required can be up to many tons depending on the size, expansion rates, and the desired density of the part, along with other material factors.
Mounting the mold in a pneumatic or hydraulic press provides the force required to keep the mold tightly closed during the curing process. Elastomeric materials often require very little clamping pressure as they do not expand or generate internal mold forces.
The difference between RIM and injection molding
Injection molding is the process of forcing melted plastic into a mold. With reaction injection molding, two liquid components (isocyanate and polyol) are mixed in a high- or lowpressure mixing head and pumped into a mold. The reaction occurs in the mold, resulting in a polyurethane part.
Reaction Injection Molding Process:
Material storage
In a typical RIM operation, the raw materials are stored in day tanks or bulk storage tanks before processing. The materials are temperature-controlled to the optimum processing temperature as specified by the material supplier. This results in a consistent manufacturing
environment day in and day out, and will provide the desired physical properties or cell structure. If the materials have other ingredients like fillers or pigments that need to be evenly dispersed throughout the chemical system, stirring devices or tank agitators are often incorporated into the tanks to prevent settling or chemical separation.

Recirculation
The materials are continuously circulated at low pressure by the pumping system and through the mixing head. When the materials reach the mixing head, they are recirculated back to the day tanks and then through the same path again back out to the mixing head. This
low-pressure recirculation can be used to maintain temperature, nucleation, and will help keep added ingredients such as fillers or pigments evenly dispersed.
Dispensing
The two reactive materials, polyol and isocyanate, are kept separate until they reach the mixing head. When it is time to dispense a shot or make a pour, the machine automatically switches from recirculation to dispense mode. At this point, the metering pumps precisely deliver the materials to the mixing head at the required volume, ratio, flow rate and temperature. The chemicals are then mixed by either high-pressure impingement (about 2500 psi) or in a high shear dynamic mix chamber. The mixture is then injected into a closed mold or poured into an open mold or cavity.
Reaction injection molding advantages and disadvantages
Benefits Of Reaction Injection Molding:
1. Very large, lightweight parts
The “flowability” of polyurethane components allows for even distribution of the material within the mold. This lets you produce large parts, which is not possible with injection molding. And because mold pressures are much lower, large presses are not necessary.
2. Low-cost molds
Because of the low injection pressures of the RIM process, mold builders can use a variety of less expensive mold materials including steel, aluminum, Kirksite alloys, nickel, epoxy, silicone and fiberglass. The larger the mold, the greater the savings.
3. Freedom of design
RIM lets you mold complex shapes or highly detailed parts with intricate design features at relatively low tooling and capital equipment costs. Monolithic parts or components with varying wall thicknesses can be designed into the same molded part.
4. Rapid prototyping
Excellent working prototypes can be developed with lead times of 3-15 days, at a cost much less than traditional injection molding. This also allows for ergonomic or functionality testing prior to cutting actual high-pressure injection molds. RIM is ideal for shorter production
runs of less than 5,000.
5. Class A Surfaces
The surface finish of RIM parts allows manufacturers to produce Class A painted parts – high-gloss finishes that match high-gloss painted metal parts.
Reaction Injection molding Application :
Depending on the chemical formulation, the end product can take on a range of physical characteristics: either foam or solid, highly rigid or very flexible. Polyurethane products manufactured from the RIM process are:
• Lightweight
• High strength
• Scratch resistant
• Heat resistant
• Impact resistant
• Resistant to organic and inorganic acids
• High R-value
Related posts:
 Introduction Of Blow Molding | Advantages And Disadvantages Of Blow molding
Introduction Of Blow Molding | Advantages And Disadvantages Of Blow molding  Transfer Molding – Working , Advantages and Disadvantages
Transfer Molding – Working , Advantages and Disadvantages  Compression molding Process- Advantages and Disadvantages
Compression molding Process- Advantages and Disadvantages  Rotational Molding – Working Principle,Application , Advantages
Rotational Molding – Working Principle,Application , Advantages  Plastic Injection Molding Dies | Industrial training Report Download
Plastic Injection Molding Dies | Industrial training Report Download 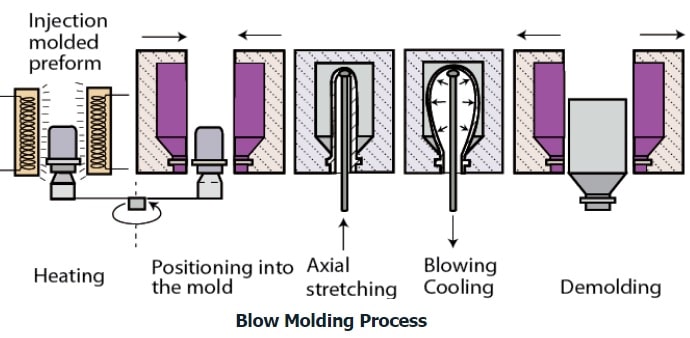 blow moulding – Process , advantages and Disadvantages
blow moulding – Process , advantages and Disadvantages  Pneumatic injection molding machine Report Download
Pneumatic injection molding machine Report Download  Injection molding projects For Mechanical engineers
Injection molding projects For Mechanical engineersRecent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....