Table of Contents
Metal Forming – Introduction
Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations due to its advantages such as cost-effectiveness, enhanced mechanical properties, flexible operations, higher productivity, considerable material saving.
The objects and articles that we use in our daily life are man-made, engineered parts, which are obtained from some raw material through some manufacturing process. All these objects are made of several small components assembled into the finished product. The pen that we use for writing, for example is made of several small parts, assembled. An automobile is supposed to be an assembly of more than 15000 parts, produced through various manufacturing operations.
Manufacturing of finished parts and components from raw materials is one of the most important steps in production. Production encompasses all types of manufacturing processes. Manufacturing refers to the conversion of raw materials into finished products employing suitable techniques.
There are several methods of manufacturing such as metal casting, metal forming, metal machining, metal joining and finishing. Some of the modern methods of manufacturing include micromachining, nanofabrication, ultra-precision manufacturing, etc. To fulfill the requirements of the ever-increasing demands of various types of industries, the manufacturing engineer has to choose the right type of material and the right type of equipment for manufacture so that the cost of production and the energy consumption is minimum. The selection of a suitable manufacturing process should also include concerns for environmental impacts such as air pollution, waste disposal, etc.
Modern concepts such as lean manufacturing, adaptive control, agile manufacturing, group technology, etc have considerable influence on cost reduction and quality improvements of products. Computers and robots play an important role in modern manufacturing techniques, today. Modeling and simulation of the process before mass production helps the manufacturing engineer fix up the best operating parameters and hence achieve the finished product to the utmost level of quality and cost-effectiveness. The present course is focused on one of the important methods of manufacturing, namely, metal forming.
Metal forming – definition:
- Materials are converted into finished products through different manufacturing processes. Manufacturing processes are classified into shaping [casting], forming, joining, and coating, dividing, machining and modifying material property.
- Of these manufacturing processes, forming is a widely used process that finds applications in automotive, aerospace, defense and other industries.

- Wrought forms of materials are produced through bulk or sheet forming operations. Cast products are made through shaping – molding, and casting.
- A typical automobile uses formed parts such as wheel rims, car body, valves, rolled shapes for chassis, stamped oil pan, etc.
- In our daily life we use innumerable formed products e.g. cooking vessels, toothpaste containers, bicycle bodies, chains, tube fitting, fan blades, etc.
- Forming is the process of obtaining the required shape and size on the raw material by subjecting the material to plastic deformation through the application of tensile force, compressive force, bending or shear force or combinations of these forces.
Classification of forming:
Typically, metal forming processes can be classified into two broad groups.
Bulk Forming Processes –
One is bulk-forming and the other is sheet metal forming. Bulk deformation refers to the use of raw materials for forming which have a low surface area to volume ratio. Rolling, forging, extrusion, and drawing are bulk forming processes. In bulk deformation processing methods, the nature of force applied may be compressive, compressive and tensile, shear or a combination of these forces.
Bulk-forming is accomplished in forming presses with the help of a set of tool and die. Examples for products produced by bulk-forming are gears, bushed, valves, engine parts such as valves, connecting rods, hydraulic valves, etc.
2. Sheet Metal Processes –
Sheet metal forming involves the application of tensile or shear forces predominantly. Working upon sheets, plates and strips mainly constitutes sheet forming. Sheet metal operations are mostly carried out in presses – hydraulic or pneumatic. A set of tools called die and punch are used for the sheet working operations. Bending, drawing, shearing, blanking, punching are some of the sheet metal operations.
3. Powder Metal Forming :
A new class of forming process called powder forming is gaining importance due to its unique capabilities. One of the important merits of powder forming is its ability to produce parts very near to final dimensions with minimum material wastage. It is called near-net-shape forming. Material compositions can be adjusted to suit the desirable mechanical properties. The formability of sintered metals is greater than conventional wrought materials. However, the challenge in powder forming continues to be the complete elimination or near-complete elimination of porosity. Porosity reduces the strength, ductility and corrosion resistance and enhances the risk of premature failure of components
Based on the nature of deformation force applied on the material, during forming, metal forming processes are also classified into several types as shown below:
- Forming by compressive stress
•Open Die Forging
•Closed Die Forging
•Rolling
•Coining
•Extrusion - Tensile and compressive stresses
•Deep drawing
•Spinning
•Stripping
•Wrinkle bulging - Forming under Tensile stress
•Stretch forming
•Stretching
•Expanding - Bending and shearing stresses
•Bending
•Shearing
•Punching
•Blanking
Metal forming processes are also classified into two types according to the type of workpiece. They are bulk forming processes and sheet metal forming processes. Each category includes several major classes of shaping operations.
Bulk Deformation Processes:
Bulk deformation processes are generally characterized by significant deformations and massive shape changes, and the surface area-to-volume of the work is relatively small. The term bulk describes the work parts that have this low area-to-volume ratio. Starting work shapes for these processes include cylindrical billets and rectangular bars. The figure illustrates different bulk deformation processes.

Rolling :
This is a compressive deformation process in which the thickness of a slab or plate is reduced by two opposing cylindrical tools called rolls. The rolls rotate to draw the work into the gap between them and squeeze it.
Forging:
In forging, a workpiece is compressed between two opposing dies, so that the die shapes are imparted to the work. Forging is traditionally a hot working process, but many types of forging are performed cold.
Extrusion:
This is a compression process in which the work metal is forced to flow through a die opening, thereby taking the shape of the opening as its cross-section.
Drawing:
In this forming process, the diameter of a round wire or bar is reduced by pulling it through a die opening.
Sheet Metalworking:
Sheet Metalworking: Sheet metalworking processes are forming and cutting operations performed on metal sheets, strips, and coils. The surface-area-to-volume ratio of the starting metal is high; thus, this ratio is a useful means to distinguish bulk deformation from sheet metal processes. Press working is the term often applied to sheet metal operations because the machines used to perform these operations are presses. Apart produced in a sheet metal operation is often called a stamping. Sheet metal operations are usually accomplished using a set of tools called a punch and die. The punch is the positive portion and the die is the negative portion of the toolset.

The basic sheet metal operations are sketched in Figure and are defined as follows:
- Bending: Bending involves the straining of a metal sheet or plate to take an angle along a (usually) straight axis.
- Drawing: In sheet metalworking, drawing refers to the forming of a flat metal sheet into a hollow or concave shape, such as a cup, by stretching the metal. A blank holder is used to hold down the blank while the punch pushes into the sheet metal, as shown in Figure.To distinguish this operation from bar and wire drawing, the terms cup drawing or deep drawing are often used.
- Shearing: This process seems somewhat out-of-place in a list of deformation processes because it involves cutting rather than forming. A shearing operation cuts the work using a punch and die, as in Figure. Although it is not a forming process, it is included here because it is a necessary and very common operation in sheet metalworking.
Temperature alters properties and behavior of materials during metal forming processes. An increase in temperature brings about a decrease in material strength, an increase in ductility and a decrease in the rate of strain hardening. These property changes are important because they result in lower forces and power during forming. Also, an increase in ductility at higher temperatures, allows greater plastic deformation of the work metal. We can distinguish three temperature ranges that are used in metal forming: cold, warm, and hot. According to these temperature ranges, metal forming processes are also classified as Cold working, warm working and hot working.
Cold Working:
Cold working (also known as cold forming) is metal forming performed at room temperature or slightly above. Cold working temperature is normally less than 0.3 Tm, where Tm is the melting point for the metal.
Significant advantages of cold forming compared to hot working are
(1) greater accuracy, meaning closer tolerances can be achieved;
(2) better surface finish;
(3) higher strength and hardness of the part due to strain hardening;
(4) grain flow during deformation provides the opportunity for desirable directional properties to be obtained in the resulting product; and
(5) no heating of the work is required, which saves on furnace and fuel costs and permits higher production rates.
Owing to this combination of advantages, many cold forming processes have become important mass-production operations. They provide close tolerances and good surfaces, minimizing the amount of machining required so that these operations can be classified as net shape or near-net shape processes.
There are certain disadvantages or limitations associated with cold forming operations:
(1) higher forces and power are required to operate;
(2) care must be taken to ensure that the surfaces of the starting workpiece are free of scale and dirt; and
(3) ductility and strain hardening of the work metal limit the amount of forming that can be done to the part.
In some operations, the metal must be annealed to allow further deformation to be accomplished. To overcome the strain-hardening problem and reduce force and power requirements, many forming operations are performed at elevated temperatures. There are two elevated temperature ranges involved, giving rise to the terms warm working and hot working.
Warm Working:
Because plastic deformation properties are normally enhanced by increasing workpiece temperature, forming operations are sometimes performed at temperatures somewhat above room temperature but below the recrystallization temperature. The temperature range for warm working is between 0.3 Tm to 0.5 Tm, where Tm is the melting point (absolute temperature) for the particular metal. The lower strength and strain hardening at the intermediate temperatures, as well as higher ductility, provide warm working with the following advantages over cold working:
(1) lower forces and power,
(2) more intricate work geometries possible, and
(3) need for annealing may be reduced or eliminated.
Hot Working:
Hot-working (also called hot forming) involves deformation at temperatures above the recrystallization temperature. The recrystallization temperature for a given metal is about one-half of its melting point on the absolute scale. In practice, hot working is usually carried out at temperatures somewhat above 0.5Tm (but below 0.75 Tm). The work metal continues to soften as the temperature is increased beyond 0.5Tm, thus enhancing the advantage of hot working above this level. The most significant advantage of hot working is the capability to produce substantial plastic deformation of the metal—far more than is possible with cold working or warm working. Following are the advantages of hot working relative to cold working:
(1) the shape of the work part can be significantly altered,
(2) lower forces and power are required to deform the metal,
(3) metals that usually fracture in cold working can be hot formed,
(4) strength properties are generally isotropic because of the absence of the oriented grain structure typically created in cold working, and
(5) no strengthening of the part occurs from work hardening.
This last advantage may seem inconsistent since the strengthening of the metal is often considered an advantage for cold working. However, there are applications in which the metal shouldn’t be work-hardened because it reduces ductility, for example, if the part is to be subsequently processed by cold forming. Disadvantages of hot working include
(1) lower-dimensional accuracy,
(2) higher total energy required (due to the thermal energy to heat the workpiece),
(3) work surface oxidation (scale),
(4) poorer surface finish, and
(5) shorter tool life.
Manufacturing Technology Notes , Articles
Theoretical Project, Experimental Based projects
Machine Shop Projects List , Abstract
Machine Tool , Manufacturing Projects List - Abstract , Report
New Mechanical Projects 2020 ( All Projects Post Index List )
Mechanical Subjectwise Basic Concept Notes ,Articles
Related posts:
 What is Metal stamping – Stamping of sheet metal
What is Metal stamping – Stamping of sheet metal  Superplastic Forming Process of Sheet Metal
Superplastic Forming Process of Sheet Metal  What Is Deep Drawing ? Working Of Deep Drawing Sheet Metal Processes
What Is Deep Drawing ? Working Of Deep Drawing Sheet Metal Processes  Stretch Forming Process -Advantages and Disadvantages
Stretch Forming Process -Advantages and Disadvantages  Bending and Forming | Interview Question and Answers
Bending and Forming | Interview Question and Answers  Introduction To Mechanical Presses Used For Sheet Metal
Introduction To Mechanical Presses Used For Sheet Metal  Metal Sheet Spinning process | Sheetmetal Forming
Metal Sheet Spinning process | Sheetmetal Forming 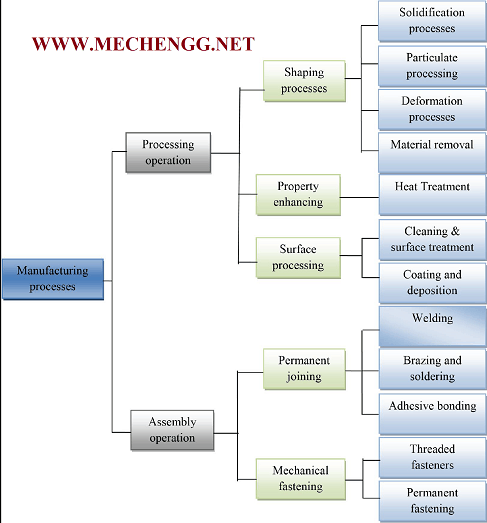 Introduction to manufacturing processes and their classification
Introduction to manufacturing processes and their classificationRecent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....