Basic Lathe Operations | Lathe operation Explained
Lathe is a machine tool which causes workpiece to revolve so that when cutting tool comes in contact with the workpiece it removes the metal in the form of chips. Workpiece can be held securely and rigidly on the machine tool between centres or by means of chuck. To cut the material easily the cutting tool should be harder than the material of workpiece. It should be rigidly held on the machine or should be fed in a definite way relative to the workpiece.
Arrangements for setting the direction of tool advancement and its rigid holding, are already provided on lathe machine.
Read more : 25 Basic Operations Performed On Lathe Machine![]()
LATHE OPERATIONS
A standard machine is that which is able to deal with a variety of work and a wide range of operations can be performed on it. Special purpose machine is that which has been designed for specific purpose and only performs one or limited range of operations.
A centre lathe is an example of standard lathe because on this machine we can perform the following operations :
(a) Turning
(b) Facing
(c) Parting off
(d) Knurling
(e) Thread cutting
(f) Grooving
(g) Drilling
(h) Boring
(i) Reaming
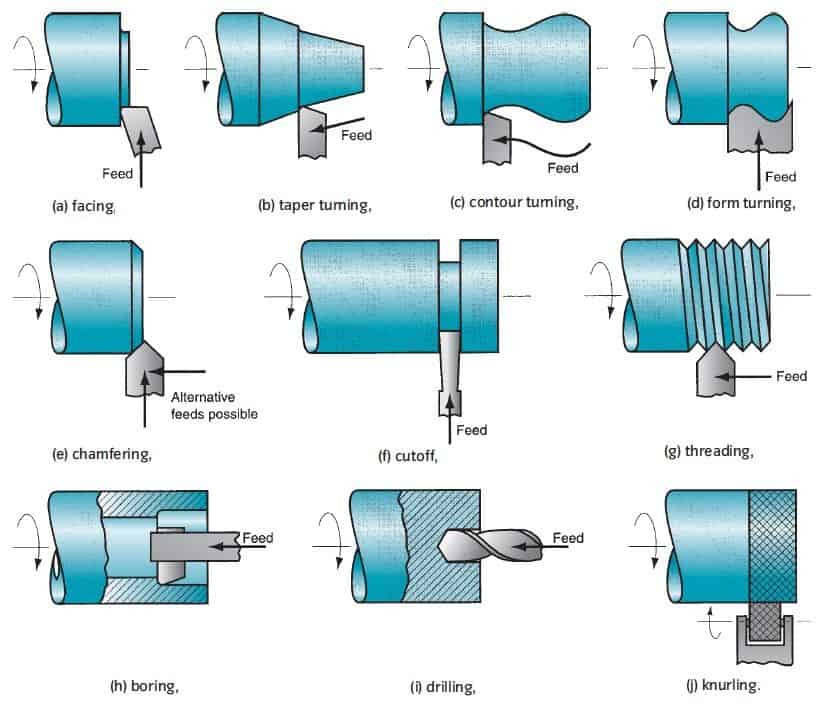
These operations are described below in detail.
Turning
It is the removal of material from the outside diameter of a cylindrical job to obtain one or more finished diameter. Usually, there are three types of turning which are given below :
(a) Plain or straight or parallel turning.
(b) Stepped turning.
(c) Taper turning.
In plain turning machining is done in this way that after removal of material, finished diameter at both the ends of length remains equal.
Turning operation where the entire length is divided in steps of different diameter but each step individually finished by using plain turning is known as stepped turning. Taper turning is the operation in which the material is removed from the job to produce a conical shape. All the three types of turning are shown in Figure 7.13.

Plain Turning and Stepped Turning
In plain turning, the workpiece is turned straight throughout the entire length when it is made to rotate about the lathe axis, and the cutting tool is fed along the lathe axis. The plain or straight turning produces a cylindrical surface after machining.
In stepped turning, the workpiece is turned in such a way that throughout the turning length it forms the steps of different diameters.
After facing and centering at both ends faces, the job is mounted between the centres using a dog carrier attached to the workpiece, the bent tail of dog carrier is fitted into the slot provided on the driven plate. If the workpiece is mounted on a chuck, care should be taken to centre it accurately with the lathe axis. The trueness of the workpiece held on a chuck is tested by holding a scriber or a dial indicator against the rotating workpiece. Turning tool is clamped on the tool post by keeping its cutting edge approximately at the lathe axis or slightly above it.
Taper Turning
Generally, the following methods are used for taper turning :
(a) By swivelling compound rest
(b) By setting over the tail stock
(c) By taper turning attachment
(d) By forming or broad-nose tool
By Swivelling Compound Rest
This method is used to produce short or steep tapers. The principle of this compound rest is that axis of workpiece rotates parallel to the bed
axis and the cutting tool moves at the desired angle where the compound rest is already swivelled.
Let the swivelled angle of compound rest with lathe axis is ‘θ’. ‘ L’ shows the length, on which taper turning takes place. We can calculate the swivelled angle of compound rest in respect of lathe axis
by following formula : tan θ = ( D – d) / L
where ‘ D’ and ‘d ’ are the larger and smaller diameters respectively.
Read more ; Taper turning by using taper turning attachment | Advantages![]()
Facing
It is the machining of the ends of a workpiece to make the ends smooth. For this operation, the cutting tool is fed perpendicular to the lathe or workpiece axis by means of cross slide.
Parting Off
This operation involves cutting the work-metal into two parts by using parting off tool. Feed to the cutting tool is given in same manner as in case of facing operation.
Knurling
It is the process of producing rough surface of embossing diamond shaped pattern on a smooth surface of a cylindrical job. Knurling provides an effective gripping surface on a job to prevent it from slipping when operated by hand. Knurling, as shown in Figure 7.14, may be of two types :
(a) straight or parallel, and
(b) diamond type.

Knurling is done by means of knurling tool which consists of a set of hardened steel rollers. The teeth are cut on the steel rollers in different pattern. For knurling operation, the knurling tool is forced with the workpiece which is already arranged in revolving condition.
Thread Cutting
In thread cutting operation, there is a certain ratio of motion between the travel of tool and the rotation of the spindle. This ratio is directly effected by the lead screw which is attached to the lathe spindle through gears. General set up for thread cutting is shown in Figure 7.15.
For cutting threads of different pitches, the stud (driver gear) and lead screw gear (driven gear) are changed as per desired ratio of revolution between the spindle and the lead screw. The ratio between the teeth on stud and lead screw gear can be calculated by the given formula,

Read More : Thread Cutting on Lathe -Lathe Machine Operations![]()
Grooving
This operation is also denoted as necking. Usually, grooves are cut on a cylindrical surface in narrow shape by means of grooving tool. The cutting edge of grooving tool is kept narrow.
Drilling
For making a standard size of hole in a workpiece by means of drill is known as drilling operation. For this operation, drill is held in tail stock spindle.
Read More : Basic and related Drilling machine Operations![]()
Boring
Boring is the operation of enlarging a drilled hole by means of a boring tool. The boring tool is fitted on a boring bar which is held in tail stock spindle.
Reaming
It is the operation of finishing a drilled hole to an accurate dimension with the help of reamer as a tool. The reamer is held on the tail stock spindle.
More Resources /articles
Machine Tool Articles , notes , Interview Que & Ans
Manufacturing Technology Notes , Articles
Mechanical Subjectwise Basic Concept Notes ,Articles
Latest seminar topic index - Report ,PPT Download
New Mechanical Projects 2020 ( All Projects Post Index List )
Related posts:
 25 Basic Operations Performed On Lathe Machine
25 Basic Operations Performed On Lathe Machine  Thread Cutting on Lathe – Lathe Machine Operations
Thread Cutting on Lathe – Lathe Machine Operations  What is One Dimensional and Two Dimensional Lathe Turning Operations
What is One Dimensional and Two Dimensional Lathe Turning Operations  How Lathe Machines are Specified ? Lathe Basic Information
How Lathe Machines are Specified ? Lathe Basic Information  Design And Fabrication Mini Lathe Machine Report Download | Mechanical Projects
Design And Fabrication Mini Lathe Machine Report Download | Mechanical Projects  Design and Fabrication Of Gear cutting attachment on lathe machine report
Design and Fabrication Of Gear cutting attachment on lathe machine report  Operation Performed On Milling machine With Diagrams
Operation Performed On Milling machine With Diagrams  Lathe machine | Machine tool | Interview Question and Answers
Lathe machine | Machine tool | Interview Question and AnswersOne thought on “Basic Lathe Operations | Lathe operation Explained”
Leave a Reply
Recent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...
Good work