What is Cylindrical Grinding – Steps in Cylindrical Grinding
Grinding is the process of removing metal by the application of abrasives which are bonded to form a rotating wheel. When the moving abrasive particles contact the workpiece, they act as tiny cutting tools, each particle cutting a tiny chip from the workpiece. It is a common error to believe that grinding abrasive wheels remove material by a rubbing action; actually, the process is as much a cutting action as drilling, milling, and lathe turning. The grinding machine supports and rotates the grinding abrasive wheel and often supports and positions the workpiece in proper relation to the wheel. The grinding machine is used for roughing and finishing flat, cylindrical, and conical surfaces; finishing internal cylinders or bores; forming and sharpening cutting tools; snagging or removing rough projections from castings and stampings; and cleaning, polishing, and buffing surfaces. Once strictly finishing machines, modem production grinding machines are used for complete roughing and finishing of certain classes of work.
What is Cylindrical Grinding :
This operation is carried out on a cylindrical grinding machine which is made in two varieties ‘‘plain’’ and the ‘‘universal’’ type. The fundamental design is the same in both cases, but the universal machine can be adopted for internal grinding operation as well.
In cylindrical grinding operation, the work is mounted between two centres and is rotated. A grinding wheel is mounted on a spindle and revolves at much higher r.p.m. than the work. The work centres are mounted on a table which can traverse at various feeds so that the entire length of the work passes to and fro in front of the wheel. The depth of cut is very small, about 0.015 mm. When the entire length of work has passed infront of the wheel, the wheel advances forward by another 0.015 mm at the end of the traverse and so the cycle of machining goes on, until the desired daimeter of the work piece is reached. The result is a long cylinder of perfectly circular profile with very fine surface finish.
A schematic diagram of the plain cylindrical grinder is given in Fig.

Important steps in cylindrical grinding
1. Check the work for size to make sure grinding stock has been allowed, and the same time note any tapering of the work.
2. Inspect the work centers to see that they are clean and true. Select machine centers of suitable diameters to fill the work’s centers properly. The footstock center should be cut away enough to permit the grinding wheel to clear the end of the work; a center of this type is known as a
one-half-full, or a three quarter full, centre.
3. Attach the grinding dog on the end of the job, making sure that the dog does not damage such part of the work as threads and keyways; then lubricate the machine centers.
4. Set the table traverse for the length of the work, allowing for overrun of the end and the space occupied by the grinder dog.
5. If necessary, mount the steady rests and adjust the shoes to the work.
6. Dress the grinding wheel, passing the diamond across the wheel-face quickly to make the wheel fast cutting. Set the work speed at the correct surface speed in feet per minute. Plungecut grinding
7. Feed the wheel to the Work by hand and take a light cut, noting, that the wheel starts to cut approximately at the high point of the work.
8. Check the work for size and taper and-make any table adjustments necessary to ensure that the work will be straight.
9. Rough grind the job to the rough size. If several pieces are to be done, set the S top on the ratchet and proceeds as before, roughing the balance of the pieces.
10. After the pieces have been roughed out, place the dog on the rough-ground end of the work and grind the unfinished end. If this end is shorter than the width of the wheel face, it may be plunge-cut ground. Make sure that the grinding, wheel is kept sharp and clean by frequent
dressing.
11. To finish-grind, set the machine for fast work speed and slow traverse and dress the wheel by passing the diamond slowly across the wheel face.
12. Insert the piece to be finish-ground and take alight trial cut. Check it for size and make any corrections necessary for removal of taper” if steady rests are used, keep them adjusts to the work.
13. After the first piece has been ground to finished size, reset the stop on the feed ratchet so that the in feed will produce the required size and. then set the shoes ‘ on the steady rests for the finished diameter.
14. Finish-grind the remaining pieces. This outline pertains to grinding a plain cylinder. If the work to be ground has shoulders; keyways, or slots, some deviations from the outline must be made, If the work to be ground has a keyway, open at each end, or spines, and steady rests
are to be used, the slot must be filled with key stock or other suitable material to prevent the steady-rest shoes from catching on the work.
Related posts:
 Types of Cylindrical grinding machine with Diagram Explained
Types of Cylindrical grinding machine with Diagram Explained 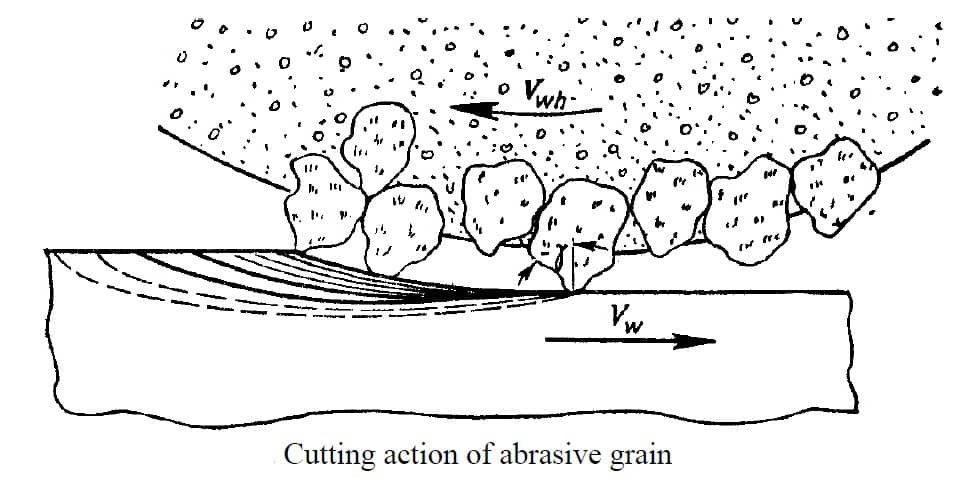 What is Centerless grinding | Advantages and Applications
What is Centerless grinding | Advantages and Applications  Grinding machine | Interview Question and Answers
Grinding machine | Interview Question and Answers  Types of Grinding Machines – LearnMech
Types of Grinding Machines – LearnMech  Types of Internal grinding machine with Diagram Explained
Types of Internal grinding machine with Diagram Explained  Auto Charging Solar Grinding Machine Report Free Download
Auto Charging Solar Grinding Machine Report Free Download  Grinding Wheel Selection – Constant and Variable Factors
Grinding Wheel Selection – Constant and Variable Factors  Types Of Surface Grinding machine with Diagram Explained
Types Of Surface Grinding machine with Diagram ExplainedRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...