What is Centerless grinding | Advantages and Applications
What is Grinding
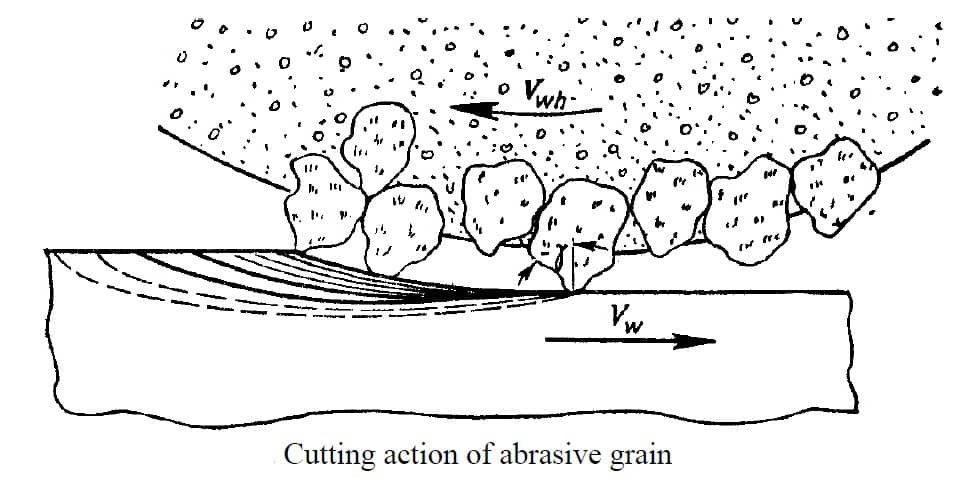
Grinding is the most common form of abrasive machining. It is a material cutting process that engages an abrasive tool whose cutting elements are grains of abrasive material known as grit. These grits are characterized by sharp cutting points, high hot hardness, chemical stability and wear resistance. The grits are held together by a suitable bonding material to give shape of an abrasive tool. Grinding machine is employed to obtain high accuracy along with very high class of surface finish on the work piece. However, advent of new generation of grinding wheels and grinding machines, characterized by their rigidity, power and speed enables one to go for high efficiency deep grinding (often called as abrasive milling) of not only hardened material but also ductile materials.
Grain size
Compared to the normal cutting tool, the abrasive used in grinding wheels are relatively small. The size of an abrasive grain or more generally called grit is identified by a number which is based on the sieve size used. This would vary from a very coarse size of 6 to 8 to a super fine size of 500 or 600. Sieve number is specified in terms of the number of opening per square inch. The surface finish generated would depend upon grain size used. The fine grain will take a very small depth of cut and hence a better surface finish is produced. Fine grains generate less heat are good for faster material removal. Fine grains are used for making the form grinding wheels. Coarse grains are good for higher material removal rates. These have better friability and as a result are not good for intermittent where they are likely to chip easily.
Bonded Abrasives
• A composite of the abrasive powder and a matrix
• Bonding material can be glass, resin, rubber.
• Can be solid discs (grinding wheel) or bonded to paper/cloth which is then stuck to a backing disc.
The most commonly used bond materials are Vitrified
- Silicate
- Synthetic resin
- Rubber
- Shellac
- Metal
CENTRELESS GRINDING
It is used to grind cylindrical work-piece without actually fixing the work-piece using centres or a chuck, due to which the work rotation is not provided separately.
Its process consists of wheel, one large grinding wheel and another smaller regulating wheel. The work-piece is supported by the rest blade and held against the regulating wheel by the grinding force which is mounted at an angle to the plane of grinding wheel. The regulating wheel is generally a rubber or resinoid bonded wheel with wide face. The axial feed of the work-piece is controlled by the angle of tilt of the regulating wheel. Typical work speeds are about 10 to 50 m/mm.
There are three types of centre-less grinding operations possible. They are:
a) Through feed centre-less grinding.
b) In feed centre-less, the grinding is done by plunge feeding so that any form surface can be produced. This is useful if the work-piece has an obstruction which will not allow it to be traversed past the grinding wheel. The obstruction could be a shoulder, head, round form, etc.
c) End feed centre-less grinding, where tapered work-piece can be machined.
Conventional grinding machines can be broadly classified as:
(a) Surface grinding machine
(b) Cylindrical grinding machine
(c) Internal grinding machine
(d) Tool and cutter grinding machine
Advantages
A grinding wheel requires two types of specification
- dimensional accuracy
- good surface finish
- good form and locational accuracy
- applicable to both hardened and unhardened material
Applications
- surface finishing
- slitting and parting
- descaling, deburring
- stock removal finishing of flat as well as cylindrical surface
- grinding of tools and cutters and re sharpening of the same.
Conventionally grinding is characterized as low material removal process capable of providing both high accuracy and high finish. However, advent of advanced grinding machines and grinding wheels has elevated the status of grinding to abrasive machining where high accuracy and surface finishas well as high material removal rate can be achieved even on an unhardened material.
Related posts:
 Electrochemical Grinding – Diagram, Working, Advantages and Applications
Electrochemical Grinding – Diagram, Working, Advantages and Applications  Grinding Wheel Selection – Constant and Variable Factors
Grinding Wheel Selection – Constant and Variable Factors  What is Cylindrical Grinding – Steps in Cylindrical Grinding
What is Cylindrical Grinding – Steps in Cylindrical Grinding  Auto Charging Solar Grinding Machine Report Free Download
Auto Charging Solar Grinding Machine Report Free Download  Grinding machine | Interview Question and Answers
Grinding machine | Interview Question and Answers  Types of Grinding Machines – LearnMech
Types of Grinding Machines – LearnMechRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...