Table of Contents
Fabrication Of Pneumatic Plastic Injection Moulding Machine
INTRODUCTION
The polymer material are converted into plastics and used as tubes, sheets, foams, rods, adhesives, etc., The theological properties, softening, tempering, stability, the size and shape are important in describing the method. These methods are different kinds of plastics. Broadly speaking the method may be discussed under the following headings,
a. Moulding Process
b. Foaming Process
Moulding process:
In this process the plastics are fabricated under the effect pressure and heat and both thermoplastics and thermosetting plastics may be starting materials.
Thermoplastics are produced by this method. In this the material is softened by heating and the hot softened plastic is forced under high pressure into the mold, when it is set by cooling and the mold is.
Foaming process:
This involves the blowing of a volatile organic liquid, which is entrapped into a polymer network resulting in the formation of foamed plastics. Foamed polystyrene are produced in this process.
See Other Plastic Moulding Projects :
ELECTRO MAGNETIC MOULDING -MECHANICAL PROJECT
GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project
Design and Fabrication Of Injection Moulding Machine-Mechanical Project
See Other Plastic Moulding Projects :
ELECTRO MAGNETIC MOULDING -MECHANICAL PROJECT
GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project
Design and Fabrication Of Injection Moulding Machine-Mechanical Project
Components
The main components of the pneumatic injection moulding machine are,
• Pneumatic Double acting Cylinder
• Hooper
• Barrel
• Heating Coil and regulator
• Direction control Valve
• Flow control valve
• L-Angle
• Nozzle
• Die and
• Hose connectors

a. Pneumatic Double Acting Cylinders:
A double acting cylinder is employed in control systems with the full pneumatic cushioning and it is essential when the cylinder itself is required to retard heavy messes.
This can only be done at the end positions of the piston stock. In all intermediate position a separate externally mounted cushioning derive most be provided with the damping feature.
The normal escape of air is out off by a cushioning piston before the end of the stock is required. As a result the sit in the cushioning chamber is again compressed since it cannot escape but slowly according to the setting made on reverses. The air freely enters the cylinder and the piston stokes in the other direction at full force and velocity.
b. Hooper:
The hopper is used to pour the plastic raw materials in to the barrel.
c. Barrel:
The barrel is used to hold the molten and unmated plastic raw materials.
d. Heater and Regulator
The heating coil is used to melt the plastic raw materials to the molten
Form which is inside the barrel
The heating coil regulator is used to regulate the temperature of heating coils according to the type of plastic raw materials used.
e. Direction Control Valve:
To control the to and fro motion of cylinder, the fluid energy has to be regulated, controlled and reversed with a predetermined sequence in a pneumatic system.
Similarly one may have to control the quantity of pressure and flow rateto generate the desired level of force and speed of actuators. To achieve these functions, valves are used. Valves are fluid power elements used for controlling and regulating the working medium.
The main functions of the valves are,
• Start and stop the fluid energy
• Control the direction of flow of compressed air
• Control the flow rate of the fluid
• Control the pressure rating of the fluid
f. Flow Control Valve:
These are used to control the rate of flow of a fluid through the valve.
A directional control valve on the receipt of some, external signal, which might be mechanical, electrical or a fluid pilot signal, changes the direction of stops, or starts the flow of fluid in some part of the pneumatic/hydraulic circuit. They can be used to carry out such functions as:
1. Controlling the direction of motion of an actuator
2. Selecting alternative flow paths for a fluid.
3. Stopping and starting the flow of fluid
Purpose:
This valve is used to speed up the piston movement and also it acts as a one way restriction valve which means that the air can pass through only one way and it can’t return back.
By using this valve the time consumption is reduced because of the faster movement of the piston.
g. L-angle:
Mild steel ‘L’ type angle is used to fabricate the frame to mount the all the parts of the injection molding unit.
h. Nozzle:
The nozzle is used to inject the molded plastic material into the die.
i. Die:
The die is used to produce the required product. By using different Types of die different products can be formed.
j. Hose connector:
In our pneumatic system there are two types of connectors used; one is the hose connector and the other is the reducer.
Hose connectors normally comprise an adapter (connector) hose nipple and cap nut. These types of connectors are made up of brass or Al or hardened steel. Reducers are used to provide inter connection between two pipes or hoses of different sizes. They may be fitted straight, tee, “V” or other configurations. These reducers are made up of gunmetal or other materials like hardened steel etc. Hoses used in this pneumatic system
are made up of polyurethane. These hoses can with stand at a maximum pressure level of 10 kg/cm2.
WORKING PRINCIPLE
The Pneumatic injection moulding process is best suited for producing articles made of thermoplastic materials. Here, the equipment cost is relatively high but the main attraction is the amenability of the pneumatic injection moulding process to a high production rate. In pneumatic injection molding, a definite quantity of molten thermoplastic material is injected under pressure into a relatively cold mold where it solidifies to the shape of the mould.

The pneumatic injection moulding machine is shown in the process consists of feeding the compounded plastic material as granules, pellets or powder through the hopper at definite time intervals into the hot molten plastics. Pressure is applied through a pneumatically driven piston to push the molten material through a barrel into a mould fitted at the bellow the nozzle. The molten plastic material from the Hooper is then injected through a nozzle material. The mould used, in its simplest form, is a two-part system. One is a movable part and the other stationary. The stationary part is fixed to the end of the cylinder while the movable part can be opened or locked on to the stationary part.
By using a mechanical locking device, the mould is proper held in position as the molten plastic material is injected under a pressure as high as 15×10-2 N/m2. The locking device has to be very skillfully designed in order to withstand high operating pressures. Furthermore, a proper flow of the molten material to the interior regions of the mold is achieved by preheating the mould to an appropriate temperature. Usually, this temperature is slightly lower than the softening temperature of the plastic material undergoing moulding.
After the mould is filled with the molten material under pressure, then it is cooled by cold water circulation and then opened so as to eject the molded article. The whole cycle could be repeated several times by the same procedure. The double acting pneumatic cylinder is used to inject the molten plastic material into the die.
The flow control valve is used to control the flow of air in to the cylinder. The direction control valve is used to control the direction of piston movement. These all valves are already explained in the above chapter.
Advantages
• This product is an alternative for plastic cups and plates.
• Cheaper and easily available material is used.
• The pneumatic arm is more efficient in the technical field.
• Quick response is achieved
• Simple in construction.
• Easy to maintain and repair.
• Cost of the unit is less when compared other moulding machine.
• No fire hazard problem due to over loading.
• Comparatively the operation cost is less.
• Continuous operation is possible without stopping.
• It reduces the manual work.
• It reduces the production time.
• Occupies less floor space.
• Less skilled operator is sufficient.
• Different shape of the components can be made according to the die what are used.
• Adjustable Temperature setting is done with the help of thermo stator.
Applications
• The daily using plastic components can be easily made.
• It is very useful in small scale moulding industry
• Textile products can be produced.
• By changing proper die, we can produce any shape of plastic materials with low cost.
Disadvantages
• Initial cost is high
• Cylinder stroke length is constant
• Need a separate compressor
Related posts:
 GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project
GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project  Pneumatic injection molding machine Report Download
Pneumatic injection molding machine Report Download 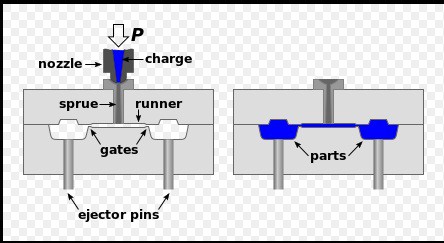 Design and Fabrication Of Injection Moulding Machine-Mechanical Project
Design and Fabrication Of Injection Moulding Machine-Mechanical Project  Basic Of Injection Moulding Process -Diagram , working
Basic Of Injection Moulding Process -Diagram , working  DESIGN AND FABRICATION OF PNEUMATIC LIFTING TABLE
DESIGN AND FABRICATION OF PNEUMATIC LIFTING TABLE  Types of Moulding Machines | Squeezers , Jolt Machines , Sand Slingers
Types of Moulding Machines | Squeezers , Jolt Machines , Sand Slingers  Fabrication of Pneumatic Punching and Riveting Machine Report
Fabrication of Pneumatic Punching and Riveting Machine Report  Design and Fabrication of Typical Pipe Cutting Machine
Design and Fabrication of Typical Pipe Cutting MachineRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...