Table of Contents
Basic Of Injection Moulding Process -Diagram , working
INJECTION MOULDING PROCESS
Injection moulding is the most widely used polymeric fabrication process. It evolved from metal die casting, however, unlike molten metals, polymer melts have a high viscosity and cannot simply be poured into a mould. Instead a large force must be used to inject the polymer into the hollow mould cavity. More melt must also be packed into the mould during solidification to avoid shrinkage in the mould. The injection moulding process is primarily a sequential operation that results in the transformation of plastic pellets into a moulded part. Identical parts are produced through a cyclic process involving the melting of a pellet or powder resin followed by the injection of the polymer melt into the hollow mould cavity under high pressure.
INJECTION MOULDING MACHINE
An injection moulding machine produces components by injection moulding process. Most commonly used machines are hydraulically powered in-line screw machines, although electric machines are appearing and will be more dominant in the market in near future.
The main units of a typical injection moulding machine are the clamping unit, the plasticizing unit, and the drive unit; they are shown in Fig. The clamping unit holds the mould. It is capable of closing, clamping, and opening the mould. Its main components are the fixed and moving plates, the tie bars and the mechanism for opening, closing and clamping.
The injection unit or plasticizing unit melts the plastic and injects it into the mould. The drive unit provides power to the plasticizing unit and clamping unit.
Injection moulding machines are often classified by the maximum clamp force that the machine can generate. This is the force that pushes the two mold halves
together to avoid opening of the mould due to internal pressure of the plastic melt in the mould. The clamping force of typical injection moulding machines
range from 200 to 100,000 kN.
Read More: Reaction Injection Molding- Advantages and Disadvantages![]()
There are several types in the injection Molding machine, and the difference is made by how these two devices are arranged.
(1) Horizontal injection machine : Both mold clamping device and injection device compounded horizontally
(2) Vertical injection machine : Both mold clamping device and injection device compounded vertically
(3) Two-color injection machine
(4) Rotary injection machine
(5) Low foam injection machine
(6) Multi material injection machine
(7) Sandwich injection machine
THE INJECTION MOULDING CYCLE – Working

There are three main stages in the injection moulding cycle;
stage 1, injection, followed by stage 2, holding pressure and plasticating, and finally, stage 3, ejection of the moulded part. When stage 3 is completed, the mould closes again and the cycle starts over again.
Stage 1- INJECTION OF THE PLASTIC MELTS INTO THE MOULD:
In stage 1, the mould is closed and the nozzle of the extruder is pushed against the sprue bushing of the mould. The screw, not rotating at this point, is pushed forward so that the plastic melt in front of the screw is forced into the mould.
Stage 2- HOLDING PRESSURE AND PLASTICATING:
When the mould is completely filled, the screw remains stationary for some time to keep the plastic in the mould under pressure, this is called the “hold” time. During the hold time additional melt is injected into the mould to compensate for contraction due to cooling. Later, the gate, which is the narrow entrance into the mould, freezes. At this point the mould is isolated from the injection unit. However, the melt within the mould is still at high pressure. As the melt cools and solidifies, the pressure should be high enough to avoid sink-marks, but low enough to allow easy removal of the parts.
During the plastication stage, the material is pushed forward from the feed hopper through the barrel and towards the nozzle by a rotating screw. When the gate freezes, the screw rotation is started. The period of screw rotation is called screw “recovery”. The rotation of the screw causes the plastic to be conveyed forward. As the plastic moves forward, heat from the electric heater bands along the barrel and shear starts to melt the plastic. At the discharge end of the screw, the plastic will be completely melted. The melt that accumulates at the end of the screw pushes the screw backward. Thus the screw rotates and moves backward at the same time. The rate at which plastic melt accumulates in front of the screw can be controlled by the screw backpressure, that is, the hydraulic pressure exerted on the screw. This also controls the melt pressure in front of the screw.
When sufficient melt gets accumulated in front of the screw, the rotation of the screw stops. During screw recovery the plastic in the mould is cooled, but typically the cooling is not finished by the end of screw recovery. As a result, the screw will remain stationary for some period until cooling is completed. This period is often referred to as “soak” time. During this time additional plastic will melt in the extruder from conductive heating. Also, the melted material will
reach more thermal uniformity, although the soak time is usually too short to
improve thermal homogeneity significantly.
Stage 3 EJECTION:
When the material in the mould has cooled sufficiently to retain its shape, the mould opens and the parts are ejected from the mould as shown in
When the moulded part has been ejected, the mould closes and the cycle starts over again.
The different stages can be graphically illustrated as shown in FigThe top bar shows the movement of the extruder screw, the second bar shows the action going on inside the mould and the third bar indicates at what times the mould is open and closed.

As can be seen in Fig. the major part of the injection moulding cycle is the cooling time required for the plastic in the mould to reduce to a temperature where the part can be removed without significant distortion. The main variable that determines the cooling time is the thickness of the molded part.
Related posts:
 GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project
GEAR TYPE INJECTION MOULDING MACHINE | Mechanical Project 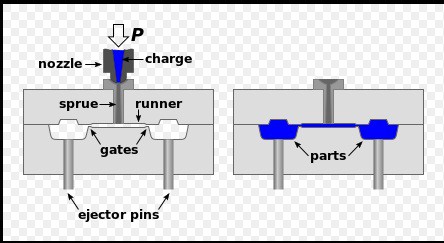 Design and Fabrication Of Injection Moulding Machine-Mechanical Project
Design and Fabrication Of Injection Moulding Machine-Mechanical Project  Fabrication Of Pneumatic Plastic Injection Moulding Machine
Fabrication Of Pneumatic Plastic Injection Moulding Machine  Injection molding projects For Mechanical engineers
Injection molding projects For Mechanical engineers 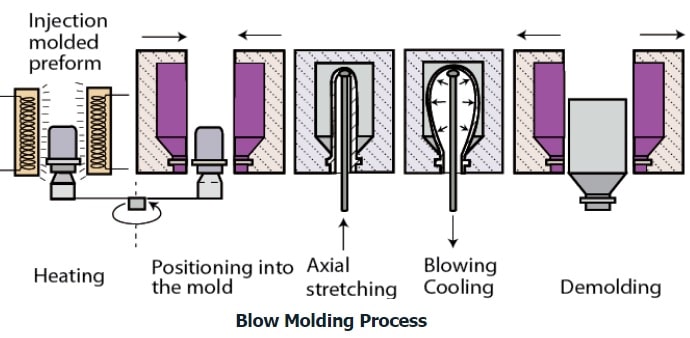 blow moulding – Process , advantages and Disadvantages
blow moulding – Process , advantages and Disadvantages  Types of Moulding Machines | Squeezers , Jolt Machines , Sand Slingers
Types of Moulding Machines | Squeezers , Jolt Machines , Sand Slingers  Plastic Injection Molding Dies | Industrial training Report Download
Plastic Injection Molding Dies | Industrial training Report Download  Pneumatic injection molding machine Report Download
Pneumatic injection molding machine Report Download4 thoughts on “Basic Of Injection Moulding Process -Diagram , working”
Leave a Reply
Recent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....
GOOD DESIGN ANIMATION AND UNDERSTAND
Electrical wiring diagram
Installation of electronic panel of injection machine explained in details
Hi Sachin
Well return article, explained in very simple manner.
Kindly share your email and contact no.