Table of Contents
Types of cutting fluids and their application | Selection of cutting fluid
Types of cutting fluids and their application
Generally, cutting fluids are employed in liquid form but occasionally also employed in gaseous form. Only for lubricating purpose, often solid lubricants are also employed in machining and grinding.
Read MORE : What are the purposes, properties and types of cutting fluids?
The cutting fluids, which are commonly used, are:
Air blast or compressed air only
Machining of some materials like grey cast iron become inconvenient or difficult if any cutting fluid is employed in liquid form. In such case only air blast is recommended for cooling and cleaning.
Solid or semi-solid lubricant
Paste, waxes, soaps, graphite, Moly-disulphide (MoS2) may also often be used, either applied directly to the workpiece or as an impregnant in the tool to reduce friction and thus cutting forces, temperature and tool wear.
Water
For its good wetting and spreading properties and very high specific heat, water is considered as the best coolant and hence employed where cooling is most urgent.
Soluble oil
Water acts as the best coolant but does not lubricate. Besides, use of only water may impair the machine-fixture-tool-work system by rusting. So oil containing some emulsifying agent and additive like EPA, together called cutting compound, is mixed with water in a suitable ratio ( 1 ~ 2 in 20 ~ 50). This milk like white emulsion, called soluble oil, is very common and widely used in machining and grinding.
Cutting oils
Cutting oils are generally compounds of mineral oil to which are added desired type and amount of vegetable, animal or marine oils for improving spreading, wetting and lubricating properties. As and when required some EP additive is also mixed to reduce friction, adhesion and BUE formation in heavy cuts.
Chemical fluids
These are occasionally used fluids which are water based where some organic and or inorganic materials are dissolved in water to enable desired cutting fluid action.
There are two types of such cutting fluid:
- Chemically inactive type – high cooling, anti-rusting and wetting but less lubricating.
- Active (surface) type – moderate cooling and lubricating.
Cryogenic cutting fluid
Extremely cold (cryogenic) fluids (often in the form of gases) like liquid CO2 or N2 are used in some special cases for effective cooling without creating much environmental pollution and health hazards.

Selection of cutting fluid
The benefits of application of cutting fluid largely depend upon proper selection of the type of the cutting fluid depending upon the work material, tool material and the machining condition. As for example, for high speed machining of not-difficult-to-machine materials greater cooling type fluids are preferred and for low speed machining of both conventional and difficult-to-machine materials greater
lubricating type fluid is preferred.
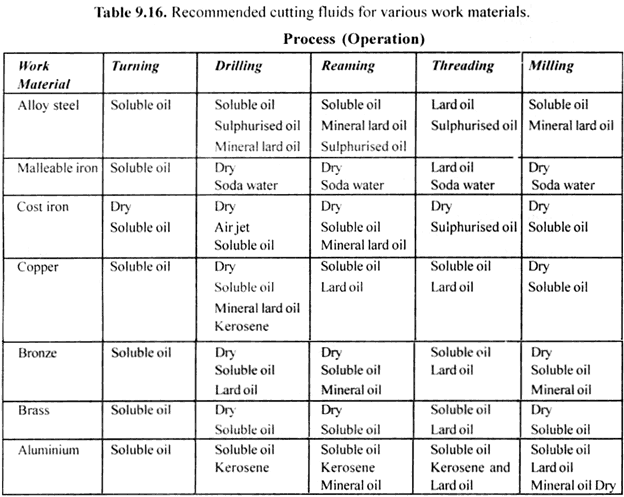
Selection of cutting fluids for machining some common engineering materials and operations are presented as follows:
Grey cast iron:
- Generally dry for its self lubricating property.
- Air blast for cooling and flushing chips.
- Soluble oil for cooling and flushing chips in high speed machining and grinding.
Steels:
- If machined by HSS tools, sol. Oil (1: 20 ~30) for low carbon and alloy steels and neat oil with EPA for heavy cuts.
- If machined by carbide tools thinner sol. Oil for low strength steel, thicker sol. Oil ( 1:10 ~ 20) for stronger steels and straight sulphurised oil for heavy and low speed cuts and EP cutting oil for high alloy steel.
- Often steels are machined dry by carbide tools for preventing thermal shocks.
Aluminium and its alloys:
- Preferably machined dry.
- Light but oily soluble oil.
- Straight neat oil or kerosene oil for stringent cuts.
Copper and its alloys:
- Water based fluids are generally used.
- Oil with or without inactive EPA for tougher grades of Cu-alloy.
Stainless steels and Heat resistant alloys:
- High performance soluble oil or neat oil with high concentration with chlorinated EP additive.
- The brittle ceramics and cermets should be used either under dry condition or light neat oil in case of fine finishing.
- Grinding at high speed needs cooling (1: 50 ~ 100) soluble oil. For finish grinding of metals and alloys low viscosity neat oil is also used.
Related posts:
 What are the purposes, properties and types of cutting fluids?
What are the purposes, properties and types of cutting fluids?  Types of Hydraulic Fluids | Hydraulic Fluid Selection
Types of Hydraulic Fluids | Hydraulic Fluid Selection  Grinding Wheel Selection – Constant and Variable Factors
Grinding Wheel Selection – Constant and Variable Factors  Types of Chips in Metal Cutting – Basic of Chip Formation
Types of Chips in Metal Cutting – Basic of Chip Formation  What are the Properties Of Fluid | Learnmech
What are the Properties Of Fluid | Learnmech  Classification of fluids | basic of fluid Mechanics
Classification of fluids | basic of fluid Mechanics  Functions of Hydraulic Fluids | Specification of Oil
Functions of Hydraulic Fluids | Specification of Oil  Types of cutting tools Used in Machine Shop
Types of cutting tools Used in Machine ShopRecent Posts
Mechanical Engineering is an essential discipline of engineering encompassing many specializations, with each contributing its unique aspect to the dynamic and inventive nature of this field. With...
The Ram Lalla idol, which is installed at Ayodhya's Ram temple has many significant religious symbols from Hinduism. All 10 incarnations of Lord Vishnu are engraved on the idol. Notably, Lord Ram is...