Table of Contents
3D Metal Printing – types , working and Application
3D printing refers to processes in which material is joined or solidified under computer control to create a three-dimensional object, with material being added together (such as liquid molecules or powder grains being fused together). 3D printing is used in both rapid prototyping and additive manufacturing (AM). Objects can be of almost any shape or geometry and typically are produced using digital model data from a 3D model or another electronic data source such as an Additive Manufacturing File (AMF) file (usually in sequential layers). There are many different technologies, like stereolithography (STL) or fused deposit modeling (FDM).
Types Of 3D metal Printing Machines / Methods
Selective Laser Melting – SLM takes help of laser to melt and add the powders. It’s a good way to arrange alloys.
Selective Laser Sintering – SLS, mainly used for plastics, can be used for some metal types. SLS and SLM both help in metal 3D printing.
Robocasting – Robocasting makes ceramic models.
Cold-Spray Metal Printing – The rapid mode of 3D print metal, initially applied by NASA to create metal objects in space.
Binder Jetting and Inkjet 3D Printing – This printing method with the help of powders very much like SLS are used in amalgamating objects.
Magnetojet Printing – With the help of metallic ink spray, magnetism is created to yield rapid and illustrate various shapes.
Directed Energy Deposition – DED uses laser influenced metal 3D printing. It mainly adds parts to objects instead of making everything from the start.
Ultrasonic Particle Manipulation – It is a unique technique that will help to amalgamate various materials into one whole thing.
Laser Metal Deposition – A melting technique, which allows powders to settle and with the help of lasers apply heat to create shapes. Currently, it works on iron, nickel-based, cobalt based alloys, tungsten and various metal powdered coated metals.
3D Metal Printer- Selective Laser Melting
Selective laser melting (SLM) or Direct metal laser sintering (DMLS) is a particularly rapid prototyping, 3D printing, or Additive Manufacturing (AM) technique designed to use a high power-density laser to melt and fuse metallic powders together.[1][2] In many SLM is considered to be a subcategory of Selective Laser Sintering (SLS). The SLM process has the ability to fully melt the metal material into a solid 3D-dimensional part unlike SLS.

Working of 3d Metal Printing Process
DMLS uses a variety of alloys, allowing prototypes to be functional hardware made out of the same material as production components. Since the components are built layer by layer, it is possible to design organic geometries, internal features and challenging passages that could not be cast or otherwise machined. DMLS produces strong, durable metal parts that work well as both functional prototypes or end-use production parts.
The process starts by slicing the 3D CAD file data into layers, usually from 20 to 100 micrometres thick, creating a 2D image of each layer; this file format is the industry standard .stl file used on most layer-based 3D printing or stereolithography technologies. This file is then loaded into a file preparation software package that assigns parameters, values and physical supports that allow the file to be interpreted and built by different types of additive manufacturing machines.
With selective laser melting, thin layers of atomized fine metal powder are evenly distributed using a coating mechanism onto a substrate plate, usually metal, that is fastened to an indexing table that moves in the vertical (Z) axis. This takes place inside a chamber containing a tightly controlled atmosphere of inert gas, either argon or nitrogen at oxygen levels below 500 parts per million. Once each layer has been distributed, each 2D slice of the part geometry is fused by selectively melting the powder. This is accomplished with a high-power laser beam, usually an ytterbium fiber laser with hundreds of watts. The laser beam is directed in the X and Y directions with two high frequency scanning mirrors. The laser energy is intense enough to permit full melting (welding) of the particles to form solid metal. The process is repeated layer after layer until the part is complete.
The DMLS machine uses a high-powered 200 watt Yb-fiber optic laser. Inside the build chamber area, there is a material dispensing platform and a build platform along with a recoater blade used to move new powder over the build platform. The technology fuses metal powder into a solid part by melting it locally using the focused laser beam. Parts are built up additively layer by layer, typically using layers 20 micrometers thick.
Applications of 3d metal printer:
Industry applications
- Aerospace – Air ducts, fixtures or mountings holding specific aeronautic instruments, laser-sintering fits both the needs of commercial and military aerospace
- Manufacturing – Laser-sintering can serve niche markets with low volumes at competitive costs. Laser-sintering is independent of economies of scale, this liberates you from focusing on batch size optimization.
- Medical – Medical devices are complex, high value products. They have to meet customer requirements exactly. These requirements do not only stem from the operator’s personal preferences: legal requirements or norms that differ widely between regions also have to be complied with. This leads to a multitude of varieties and thus small volumes of the variants offered.
- Prototyping – Laser-sintering can help by making design and functional prototypes available. As a result, functional testing can be initiated quickly and flexibly. At the same time, these prototypes can be used to gauge potential customer acceptance.
- Tooling – The direct process eliminates tool-path generation and multiple machining processes such as EDM. Tool inserts are built overnight or even in just a few hours. Also the freedom of design can be used to optimize tool performance, for example by integrating conformal cooling channels into the tool.
Other applications
- Parts with cavities, undercuts, draft angles
- Fit, form, and function models
- Tooling, fixtures, and jigs
- Conformal cooling channels
- Rotors and impellers
- Complex bracketing
Related posts:
 Selective Laser Sintering – Advantages and Disadvantages
Selective Laser Sintering – Advantages and Disadvantages  Seminar On 3D Printing Technology Report pdf Free Download
Seminar On 3D Printing Technology Report pdf Free Download  3D Printing | Rapid Prototyping | Additive Manufacturing
3D Printing | Rapid Prototyping | Additive Manufacturing  What is Polyjet 3d printing Technology used For Prototyping
What is Polyjet 3d printing Technology used For Prototyping  Rapid prototyping – advantages and disadvantages
Rapid prototyping – advantages and disadvantages  Factors affecting selection of manufacturing process
Factors affecting selection of manufacturing process 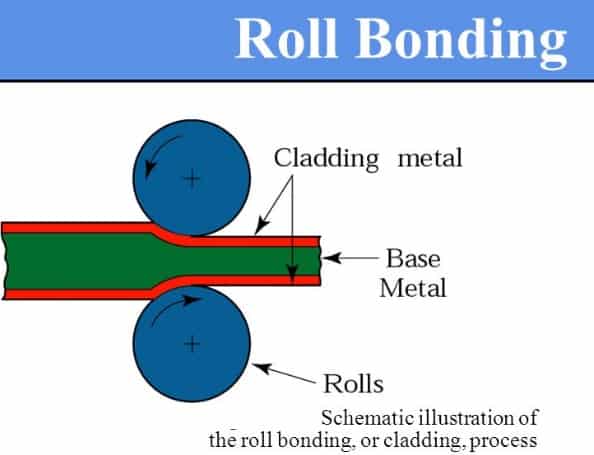 What is Metal Cladding – Process , types , Advantages
What is Metal Cladding – Process , types , Advantages  Pick And Place Robotic Arm Assembly | 3D Printing Technology
Pick And Place Robotic Arm Assembly | 3D Printing TechnologyRecent Posts
AI in AutoCAD and SolidWorks: Complete Guide for Mechanical Engineers (2026)
Artificial Intelligence (AI) is revolutionizing almost every engineering industry, and Computer-Aided Design (CAD) software is no exception. Mechanical engineers, product designers, architects, and...
Aluminium Alloys: Types, Composition, Properties, Heat Treatment & Applications
Introduction Aluminium is one of the most widely used engineering materials because of its lightweight, corrosion resistance, excellent thermal conductivity, and good machinability....